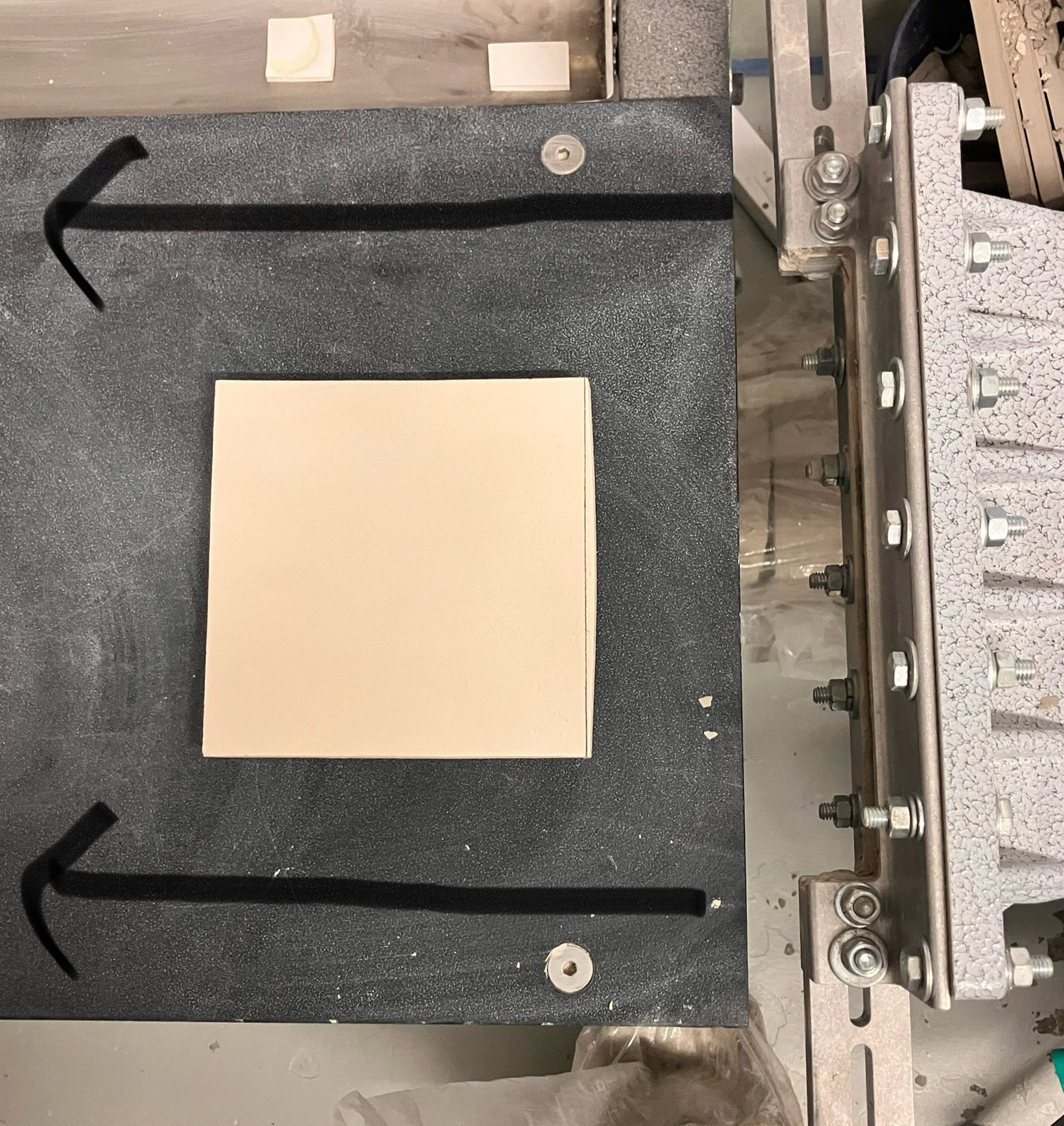
Extruded tile are all warping the same way
-The trailing edge of the tiles is bowing outward just the trailing edge bows outward (regardless of orientation in drier).
-The leading edge is not bowing inward.
-The tiles are cut using a cookie cutter after extrusion.
-They stay flat during drying.
-The pugmill and die are new. The die was purpose-designed for this.
-The moisture is equal front and back.
-The extrusion is stiff.
Some suggestions:
-Instead of the die walls being perpendicular (90°) to the extrusion direction, taper them inward 2-5°. This reduces the friction in the corners, enabling them to match the center's speed.
-Don't let the clay exit immediately after the shape is formed. Add a short, parallel section (a "land") after the shaping area. This allows the fast-moving center clay to rub against the slower-moving edge clay, equalizing the pressure before exit. Even a 1/4" (6mm) land can make a difference.
-Bevel the exit edge of the die, particularly on the inner face. This reduces the "drag" at the very last moment helping the trailing edge release more cleanly.
-Stiffer clay is less fluid and will hold the shape imposed by the die more faithfully.
-Shorter clay can reduce the elastic recovery.
-Add lignosulfonate to the clay (common in the tile industry).
Links
| Glossary |
Ceramic Tile
Tile manufacture is the largest sector of ceramic industry. Engineers overcome the very difficult technical challenges of drying and firing defect-free, flat and durable tile. Potters can do it too. |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy