I Just Made These Kiln Posts Using a Hand Extruder
Get the v2 CAD drawing to do it yourself
Available as a Product on the Downloads page
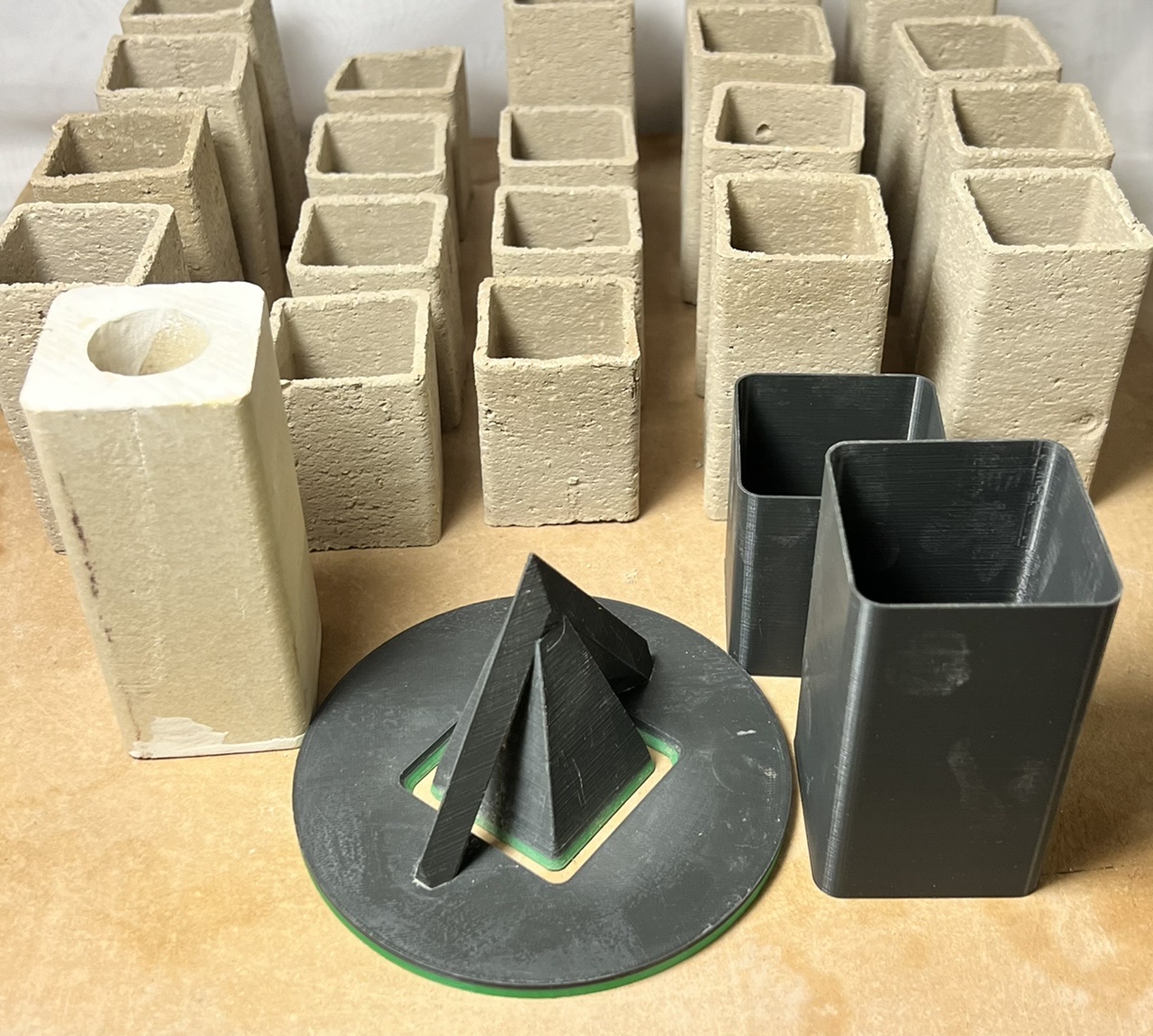
Shown is a hand extruder die (with a floating core). It was 3D printed in one piece using ordinary PLA. The posts weigh 23g/in (vs 81g/in for the commercial one shown). The posts were cut square-ended using the length sleves shown. Commercial regular posts will support the weight of a city bus, but we are supporting pottery - so a thinner more energy-efficient version seems appropriate. This drawing is more parametric than version 1, it enables setting the post width, wall thickness, draft of the float and position and angle of the float supports. This clay is normal pottery stiffness and contains ~20% grog and sand. We are experimenting with various refractory mixes (e.g. L4543).
Available as a Product on the Downloads page
Related Pictures
Making Your Own Heavy Duty v1 Kiln Posts
The tools and supplies needed will enable other things too

This picture has its own page with more detail, click here to see it.
Supply chain issues during Covid made it difficult to get posts. I wondered if I could make my own. I have access to the same ceramic materials that post manufacturers use. The highest temperature we fire is cone 10. In the past, it was always a hassle to make the extruder die, but not anymore. An ordinary 3D printed PLA template will easily withstand the pressure in a hand extruder (even if printed with infill). The precision of the geometry is amazing. Notice that the floating centre has a tapered bridge to help clay knit together as it flows around it. What about a refractory plastic body? I started with L4543, it is cheap to make and dries quickly with minimal shrinkage (I slurry it up using a propeller mixer and dewater on a plaster table). To cut posts to length with a square end I print sleeves to slide them into.
My first zircopax kiln shelf

This picture has its own page with more detail, click here to see it.
It is 5 mm thick (compared to the 17mm of the cordierite one). It weighs 650 grams (vs. 1700 grams). It will perform at any temperature that my test kiln can do, and far in excess of that. It is made from a body I slurry up (80% Zircopax Plus, 16.5% 60-80 Molochite grog, 3.5% Veegum T). The body is plastic and easy to roll and had 4.2% drying shrinkage at 15.3% water. The shelf warped slightly during drying (I should have dried it between sheets of plasterboard). Firing at cone 4 yielded a shrinkage of 1%. Notice that cone on the shelf: It has not stuck even though no kiln wash was used! Zircopax is super refractory! This is sinter bonded, so the higher the temperature you can fire the stronger it will be. Although it would be very hard to make full 18 or 22-inch shelves for larger kilns, smaller ones designed to "network" would enable a tighter load of ware with a much lower shelf-to-ware weight ratio (especially using my own lightweight posts). Like alumina, this does not have the thermal shock resistance of cordierite, uneven heating can crack these.
Videos
Links
| Projects |
Making our own kiln posts using a hand extruder
3D printing has made really weird things possible, and this is one of them. You can make ones that are far more energy efficient that commercial versions. |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy