Vitrification
A process that happens in a kiln, the heat and atmosphere mature and develop the clay body until it reaches a density sufficient to impart the level of strength and durability required for the intended purpose. Most often this state is reached near zero p
Key phrases linking here: vitrification, vitrified - Learn more
Details
In the glass industry, “vitrification” is the solidification of a melt into a glass rather than a crystalline structure (crystallization). By this definition, ceramic glazes vitrify. However, in traditional ceramics, use of the term "vitrification" focuses on what clay bodies do when fired to increasing density in a kiln. It is a process. Bodies do not have specific vitrification points and different ceramic industries define the term "vitrified" differently. The term "maturity" is perhaps better - the firing temperature where it produces ware of sufficient density and strength for the intended purpose could be called "mature", beyond that point where problems are introduced (e.g. warping, bloating, brittleness, color loss) could be called "over-mature".
In some applications, vitrification is considered necessary to attain the needed strength or appearance. The state of being vitreous for a buff stoneware having some cruder local materials might be 1.5% porosity, or even more. For a hard porcelain made from 200 mesh industrial minerals, 0.5% percent might be considered vitreous. A terra cotta body may be considered vitreous at cone 1 where it has 3-5% porosity (because going beyond that is certain to bring issues because of material decomposition (especially blistering and bubble clouding in glazes). For this reason, semi-vitreous (higher porosity) is often considered sufficiently strong and durable, especially when glaze fits well and is hard and durable. Many potters use poorly fitted or melted glazes but believe it is OK because the body fires vitreous, however, they may well be producing ware that is less functional than if they had a better glaze on a less vitreous body.
That being said, generally, vitrified commercial bodies have better glaze interfaces and fit. However, some pottery clay bodies that appear vitrified (because porosity is low) are actually over-fired. Black burning, manganese-stained bodies are an example. For some bodies, the decomposition of some particles happens while the glaze is in the melted state - these are obvious as bubble clouding in transparent glazes (but opaque glazes, although appearing smooth, can be Aero-chocolate-like inside). The thin glass layer hiding bubbles immediately below the surface can rupture producing tiny “sink holes” as the surface wears or experiences stress (glazes that melt late are valuable to minimize entrained bubbles).
When a porcelain is fired to higher and higher temperatures it densifies and shrinks. The porosity curve plotting this flattens toward horizontal as it falls to the zero point. Depending on the body formulation, this zero-porosity density can maintain over several cones as the body softens and approaches melting. Subsequently, as melting ensues, bubbles will develop in the matrix, as materials decompose, and the ware will actually expand in size. In a translucent porcelain, the bodies may purposely be fired to a point beyond where the porosity curve hits zero, but not so far along the curve that warping cannot be managed or ware becomes brittle. With stonewares containing coarser particles (from cruder materials), the situation is different, they often cannot be fired below even 1.5% porosity without bloating, the minimum practical porosity could thus be quite high (e.g. 2-3%). For these, the porosity curve dwells at the minimum over a shorter period and rises more abruptly on over-firing (thus, they are properly considered vitrified before the curve hits the minimum). As already noted, low-fire bodies have an even more volatile vitrification curve and require tolerance of much higher density.
It is not possible to calculate the vitrification temperature of a body from the chemistry. It is a matter of physics and testing. Using an account at insight-live.com you can manage a project, making a series of mixes, firing test bars at a range of temperatures and comparing their porosities and fired shrinkages. From the data, you will be able to create a recipe that achieves the state-of-vitrification practical for your application.
On highly vitrified bodies (e.g. translucent porcelains) it is possible to produce a food-safe and functional surface (surfaces that will not stain and can be effectively cleaned). It is best to use bodies made from high-quality clays that have been wet-processed (and therefore water-washed). Mechanical polishing may be required.
Related Information
The best firing temperature for this middle range body?

This picture has its own page with more detail, click here to see it.
This cone 6 brown functional stoneware has been fired across a range of temperatures. Cone 4 is too porous. From cone 7 it is expanding and density is not improving, it will likely warp or bloat. Cone 7 is losing the red color, there is no room for over-firing (by accident). The porosity at cone 6 is so much better than cone 5 and color is still stable. Therefore, cone 6 is the one we want.
Cross section view of the inside and outside glazed walls of a porcelain vessel

This picture has its own page with more detail, click here to see it.
Porcelains look much more glassy and melted than you might expect when viewed close up (this is cone 6 Polar Ice from Planisman Clays). The development of the glassy phase within the body creates a very good bond with the glaze. Actually it is a bonding zone where the glaze has melted into the body enough to create a transition rather than just a point of contact. The degree to which this transition develops determines the integrity of the bond. Of course, with porcelains it is far better developed than with stonewares and terra cottas.
Cross section comparison between cone 04 terra cotta and cone 6 iron stoneware

This picture has its own page with more detail, click here to see it.
Both of these bodies have a range of particle sizes (from 42 mesh and finer). The glaze on the cone 04 section (close-up on the left) is very well melted, but its interfacial zone with the body is narrow, it is basically just "stuck on" the surface (so it must be tuned to match the thermal expansion of the body to prevent crazing/shivering). The body is not developing any clearly visible glassy phases, meaning that any strength it has is purely a product of sintering. On the right, the interfacial zone of glaze-with-stoneware-body is wider. The body has incipient melting (tiny feldspar particles are fusing and beginning to dissolve into the surfaces of surrounding ones). The color has changed from red to brown.
Vitrification can be obvious by simple visual inspection

This picture has its own page with more detail, click here to see it.
The unglazed surface of the left piece has a sheen, it is a product of glass development during firing to cone 6. That body is a 50:50 mix of a cone 8 stoneware and a low fire earthenware red (a material that would normally be melted by this temperature). Together they produce this dense, almost zero-porosity ceramic. The unglazed surface on the right looks more like plaster, and it is absorbent, about 5% porosity. It is a mix of the same stoneware but with 50% ball clay. The refractory ball clay assures that the stoneware, which was already inadequately vitreous, is even more so. As you can imagine, the left piece is far stronger.
Vitreous cone 6 stoneware. How?

This picture has its own page with more detail, click here to see it.
Producing a zero-porosity cone 6 stoneware is not as easy as you might think. People expect stonewares to be plastic and fit glazes well. That means there needs to be lots of ball clay and silica in the recipe. These are refractory materials and they don't leave much room for the material that produces the vitrification: Feldspar. If the body does not need to be white there is another interesting approach: Use a red terra cotta material to supply plasticity and maturity. In this case I have made a 50:50 mix of a red-burning, super plastic, low fire clay (Plainsman BGP) with a refractory white-burning ball clay (Plainsman 3C). The result vitrifies to a zero-porosity, beautiful light tan body that even glistens in the light. One problem: Fired shrinkage. This body shrinks almost 17% from wet to fired.
Why does this bowl shape always warp in the glaze firing?

This picture has its own page with more detail, click here to see it.
Here is an example of how a cast porcelain piece, L3778G, warps during the glaze firing. Several factors contribute to this failure:
-It is cast and the walls are very thin.
-This porcelain is highly vitreous.
-This shape has no inherent strength to resist rim warping.
The following would help:
-Switching to machine forming (which orients particles concentrically).
-Reduce the feldspar in the recipe (to reduce fired maturity).
-Fire lower.
-Cast thicker walls.
-Change to a more flared shape.
-One other option (borrowed from bone china): Fire the piece upside down on a custom alumina setter fitted to the final rim diameter - then clear glaze it at a lower temperature.
The difference between vitrified and sintered

This picture has its own page with more detail, click here to see it.
The top fired bar is a translucent porcelain (made from kaolin, silica and feldspar). It has zero porosity and is very hard and strong at room temperature (because fibrous mullite crystals have developed around the quartz and kaolinite grains and feldspar silicate glass has flowed within to cement the matrix together securely). That is what vitrified means. But it has a high fired shrinkage, poor thermal shock resistance and little stability at above red-heat temperatures. The bar below is zirconium silicate plus 3% binder (VeeGum), all that cements zircon ceramics together is sinter-bonds between closely packed particles (there is some glass development from the Veegum here). Yet it is surprisingly strong, it cannot be scratched with metal. It has low fired shrinkage, low thermal expansion and maintains its strength and hardness at very high temperatures.
A porcelain mug warps under the weight of its own handle

This picture has its own page with more detail, click here to see it.
An example of a cone 10 porcelain that is over mature. It contains too much feldspar and is vitrifying so much that it is beginning to melt. The weight of the handle is pulling the lip into a oval shape, even though the hourglass shape of the piece should offer stability. For translucent porcelains one must endure this issue, using more stable shapes or firing with support.
The foot ring on the left is plucking, the right one is not. Why?

This picture has its own page with more detail, click here to see it.
These are translucent porcelains, they are vitreous. The firing is to cone 10. The one on the left is a cone 6 body, and, while it survives to cone 10 it does warp. But more important, it is much more vitreous (more melted). The plucking problem makes it quite difficult to get a good foot ring. The other, which has only slight plucking, is also quite vitreous (high in feldspar). The plucking problem on both can be solved by simply using a better kiln wash. What is better? More refractory, and therefore having a powdery, non-stick surface. Spend more money on your kiln wash, base it on calcined alumina or zircon.
A novel way to compare degree of porcelain vitrification
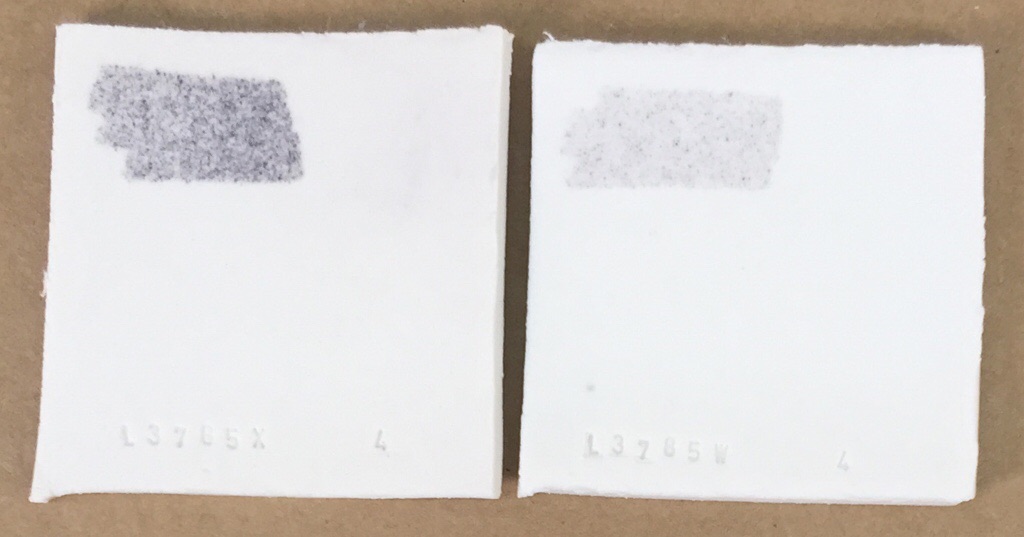
This picture has its own page with more detail, click here to see it.
These two unglazed porcelain tiles appear to have a similar degree of vitrification, but do they? I have stained both with a black marker pen and then cleaned it off using acetone. Clearly the one on the right has removed better, that means the surface is more dense, it is more vitreous. In industry (e.g. porcelain insulators) it is common to observe the depth of penetration of dye or ink into the matrix as an indication of fired maturity.
Cone 6 whiteware vs. vitreous porcelain when it breaks

This picture has its own page with more detail, click here to see it.
The porcelain on the right (Plainsman Polar Ice), breaks much more like glass, to razor sharp-knife edges. But it is not a glass, it is a zero-porosity, dense matrix of glass-bonded crystals. The whiteware on the left (Plainsman M370) has 1% porosity, and although vitreous and quite strong, clearly it is not in the same class as the one on the right.
What can happen when already vitrified ware is refired?

This picture has its own page with more detail, click here to see it.
Bloating. These teapots have been refired to cone 6. This is just a standard porcelain body (feldspar, kaolin, silica, ball clay) that vitrifies fully at about cone 7. The slower the firing the more likely this is to happen (refires must be done more slowly to avoid dunting). This type of bloating is not easy to explain, only a few mitigating measures are obvious (putting ware in a cooler part of the klin, avoiding glazes of very high boron content, using a stoneware or whiteware instead of a porcelain, using higher quality body materials).
The difficulty of vitrifying ware in electric kilns

This picture has its own page with more detail, click here to see it.
This 1 gallon heavy crock was fired to cone 6 (at 108F/hr during the final 200 degrees) and held 20 minutes (in a electric kiln). The bare clay base should be the color of the top test bar (which has gone to cone 6). Yet, it is the color of the bottom bar (which has gone to cone 4)! That means the base only made it to cone 4. The vertical walls, which we exposed to the direct radiant head of the elements, are the right color (so they made cone 6). It may seem that this problem could be solved by simply firing with a longer hold at cone 6. But again, electric kilns heat by radiation, that shielded and heatsunk base will never get the same thermal treatment as the sidewalls!
Non-vitreous bodies break very differently than vitreous ones

This picture has its own page with more detail, click here to see it.
The particles in low temperature bodies are not glass-bonded, they only have sinter bonds. Broken edges will only be sharp if there is a glaze. They tend to break off in pieces rather than shatter.
A highly fluxed body, when over fired can do this!

This picture has its own page with more detail, click here to see it.
These two mugs are made from the same material: Ravenscrag Slip plus 20% Ferro Frit 3134. The one on the right has been bisque fired to 1550F. The one on the left has been clear glazed and fired to cone 03 (1950F). That means that this body vitrifies well below cone 03, likely well below cone 06. Thus strength, maturity, vitrification are not a matter of temperature, they are a matter of how much flux is available in the body to mature it to a dense, strong matrix.
Cone 10R porcelain (left) vs cone 03 porcelain (right)

This picture has its own page with more detail, click here to see it.
Want to make this incredible porcelain and glaze yourself? Read on. The mug on the left is a cone 10R (2350F/1290C) porcelain (#6 Tile kaolin and Nepheline Syenite) with G1947U clear glaze. The other is a fritted cone 03 (1950F or 1065C) fritware (NZ Kaolin, Ferro Frit 3110) with G2931K clear glaze. I call the body/glaze/firing system "Zero3" (Google it or use the links here). The Zero3 porcelain is blue-white instead of grey, the glaze is crystal clear, and the underglaze colors are so much more vibrant (almost no micro bubble clouding). This Zero3 mug was fired in 3 hours (cold-to-cold). It fits glazes really well, it is quite translucent. It is not mullite porcelain, but is still surprisingly strong. How is this possible? The magic of the frit, it melts so much better than nepheline. This is likely the most expensive body you will ever make. But from it, you may create the highest quality ware you have ever made using the most plastic body you have ever thrown! Follow the instructions carefully.
Which is stronger: Cone 10R mug or cone 03 mug?

This picture has its own page with more detail, click here to see it.
The mug on the left is high temperature Plainsman P700 (Grolleg porcelain). The other is Plainsman Zero3 fired at cone 03. Zero3 has a secret: Added frit which reduces the porosity of the terra cotta base (therefore increasing the density) dramatically. How? The frit melts easily at cone 03 and fills the interparticle space with glass, that glass bonds everything together securely as the piece cools. Although I do not have strength testing equipment right now, I would say that although the P700 mug likely has a harder surface, the Zero3 one is less brittle and more difficult to break.
Stoneware from your terra cotta body? It is very possible.

This picture has its own page with more detail, click here to see it.
Some terra cotta clays can be used to produce stoneware by firing them a few cones higher. Terra Cottas are almost always nowhere near vitrified at their traditional cone 04-06 temperatures, so they can often stand much higher firing. However, clear glazes do not usually work well in higher firing since products of decomposition from the vitrifying body fill them will micro bubbles, clouding the surface. In addition, the body turns dark brown under clear glazes. But with a white glaze, these are not a problem. This is Plainsman L210 fired to cone 2. The glaze is 80% Frit 3195, 20% kaolin and 10-12% zircopax, it fires to a brilliant flawless surface.
A vitreous sculpture clay. Vitreous enough for functional ware!

This picture has its own page with more detail, click here to see it.
This is P5867, a chocolate brown burning super-plastic base clay (to which 20% coarse grog is added) matures at cone 6. Yet this body is common used at cone 10R. The grog stabilizes the fired matrix enough that it stands up in the kiln. And it fires to a dense product that can withstand any weather. It does have a porosity of 4%, but that is coming from the grog. Several manufacturers around the world make bodies like this, some can have almost double the grog this one has. These two mugs employ engobes on the inside (a brown and a blue, applied at the leather hard stage - L3954N), enabling a smoother glaze surface.
Transparently-glazed terra cotta:
Better at cone 03 than 04

This picture has its own page with more detail, click here to see it.
Terra cotta bodies are typically fired between cone 06 and 04. That being said, many, like this Plainsman L215, develop richer color at cone 03 and fire much stronger. Glazes, of course, melt better and micro-bubbles pass through easier at cone 03. But this happens only if the body has not begun to decompose (and therefore generate a lot more gases of decomposition). Notice that crazing is beginning on the one of the left. Apparently the improved body:glaze interface and the development of better vitrification reduces the problem. Cone 03 is somewhat of a sweet-spot for this specific body, however firing higher begins decomposition processes that generate gases that disrupt the surface. Needless to say, accurate firing is needed to fire at cone 03 for ongoing success (because cone 02 is too high for this body, glaze will blister). Do you know what terra cotta actually is, if not click the link to learn more (this is a big topic).
Red burning, customer-found terra cotta clays charachterized

This picture has its own page with more detail, click here to see it.
We tested four different clays (brought in by customers). One is from BC and three from Alberta. These fired sample bars show rich color, low soluble salts and high density and strength at very low temperatures. L4233 (left): Cone 06 to 3 (bottom to top). Reaches stoneware-density at cone 02 (middle bar). Plasticity is very low (drying shrinkage is only 4.5%). But, it is stable even if over-fired. L4254 (center bottom): Cone 04,02,3,4 (bottom to top). Very fine particled but contains an organic that is gassing and bloating the middle two bars. L4243: Fires lighter and looks stable here (cone 02,01,1,2 shown) but melts suddenly less than a cone above the top bar (well before vitrification is reached). L4242 (right): Hyper-plastic, with 12% drying shrinkage! Already melting by cone 02 (third from top). Achieves almost zero porosity (porcelain density) at cone 04 (#2 bar). Even when mixed with 20% kaolin and 20% silica it still hits zero porosity by cone 1. What next? I'll mix L4233 (left) and L4242 (right), that should produce stoneware density at cone 02 (about 1% porosity).
Cone 10R heavily grogged vitreous body that actually throws

This picture has its own page with more detail, click here to see it.
This is a grog clay with 25% Christy Minerals STKO22S grog (20 mesh one size). This piece is about 8 inches tall fired at cone 10R. This body is a Redart, Ball clay base that totally vitrifies to a chocolate brown. But with the added refractory grog it is fairly stable in the kiln and is much more vitreous than other grog bodies. Because it is such a plastic smooth base and because the grog is only one size, this is actually throwable. And it is very resistant to splitting during hand building.
Some bodies cannot be fired to even near zero porosity

This picture has its own page with more detail, click here to see it.
Bloating in a high iron raw clay ground to 42 mesh (Plainsman M2). It is still stable, dense and apparently strong at cone 4 (having 1.1% porosity). But at cone 6 (top bar) it is bloating badly. At cone 5 the clay experiences the early stages of bloating. Cone 4 is thus "dangerous territory" for this particular clay. A reminder of this can be seen by putting on a transparent glaze - it fills with clouds of micro-bubbles from off-gassing that has begun well below cone 4.
Particle size and LOI determine behaviour of over-fired bodies

This picture has its own page with more detail, click here to see it.
These are four terra cotta body disks that have been fired to cone 10 reduction. The fluxing action of the iron has assisted to take them well along in melting. Notice that one is hardly bubbling at all, it is Redart clay that has been ground to 200 mesh (the lower right one is a body mix of 200 mesh materials also containing it). The upper left one is bubbling alot more. Why? Not just because it is melted more (in fact, the one on the lower left is the most melted). It is a body made from clays that have been ground to 42 mesh. Among the particles are larger ones that generate gases as they decompose. Yes, the particles in the others do the same, but their smaller size enables earlier decomposition and expulsion of smaller gas amounts distributed at many more vents. Some bodies cannot be fired to a point of zero porosity, they will bubble before they get there.
The secret of this cone 6 translucency will surprise you!

This picture has its own page with more detail, click here to see it.
Three cone 6 mugs. All have zero porosity. Why is the middle one so translucent? Three reasons.
1. It has 10% more feldspar than the one on the left and reaches zero porosity already at cone 5.
2. It employs New Zealand china clay while the one on the left contains high-TiO2 #6 Tile kaolin.
But this is also true for the one on the right. The third difference is the key.
3. The center one contains 4% Veegum T plasticizer (while the other two use standard bentonite). This is surprising when I tell you one more thing: The mug on the right also contains 3% Ferro Frit 3110. That means that the frit does not have near the fluxing power of the VeeGum!
The strange vitrification profile of a talc body

This picture has its own page with more detail, click here to see it.
This body is made from approximately 50:45:2:3 ball clay:talc:whiting:bentonite. These SHAB test bars are fired from cone 2 to 9 oxidation and 10 Reduction (bottom to top). From them the porosity and fired shrinkage can be measured (the SHAB test). Notice that the fired shrinkage is pretty stable from cone 2 to 8, but accelerates at cone 9 oxidation. But in reduction this stage has not been reached yet. The same thing happens with porosity, the cone 9 bar is dramatically more dense than the cone 8 one. But in reduction, it is still porous.
The amazing power of 1% talc:
It accelerates the vitrification of this stoneware

This picture has its own page with more detail, click here to see it.
These two unglazed pieces are made from the same clay, M340. They are fired at the same temperature. But the one on the right has 1% talc added. Greying of the color is a characteristic visual change as this clay body transitions into the vitreous state we target. That transition happens over a narrow temperature range. Because the raw materials naturally vary in the temperature at which they vitrify, we have to tune the recipe so that the transition happens from cone 5 to cone 6. It is accompanied by a drop in porosity of 2% or more (according to our SHAB test). Talc acts as a catalyst for this change; in this case, only 1% is needed. By itself, talc is refractory. Yet it acts as a flux here! The fact that it can effect this big of a change with only 1% is amazing. Interestingly, this phenomenon only occurs with tiny talc additions.
Body is firing with less maturity. How did we fix it?

This picture has its own page with more detail, click here to see it.
The centre set-of-test-bars shows Plainsman F-95, a cone 6 sandy coloured stoneware, fired from cone 8 down to cone 4. Because of a change in a low-fire red clay in the recipe it has become much more refractory (10%+ porosity at cone 6 instead of the normal 4-5%). We had made hundreds of boxes for a custom order (for these we are unable to exercise the same diligence in testing). Two approaches were tried make it fire more dense. For the left set-of-bars we prepared some plastic Gerstley Borate (it exhibits workability like a clay) and wedged that with the F-95 in a ratio of 5:95 (by weight). This greatly improved maturity, and color, bringing cone 6 porosity down to 6.5% (this is still too high, likely 7% would be needed). For the right set-of-bars we wedged in Plainsman L210 in a ratio of 15:85. That lowered the cone 6 porosity to 2.7%, too far (also darkening the color). So it appears that a 10:90 mix should be about right.
Fine tuning maturity of a buff stoneware: It is about the data

This picture has its own page with more detail, click here to see it.
I am reformulating the cone 10R stoneware (the top mug) to have the variegated surface of the lower one. The top one is more vitrified and thus has a more homogeneous grey color. While that makes it stronger, it carries the danger of bloating with the materials I use and particle size (and warping). I measure degree-of-vitrification using the SHAB test, which produces fired shrinkage and porosity data. The top mug has a porosity of 1.3% and the bottom one 2.5%. That higher porosity gives protection against bloating and the light/dark variegated aesthetic I also want. The nine test bars on the left each show their porosity/firing shrinkage and recipe (my materials have simple names like A2, A3, 3C, they include ball clays, silts, stonewares). I made these nine mixes trying to find a combination that yields the desired porosity but also does not have more than 7.5% drying shrinkage (to avoid drying cracks), is plastic enough for easy forming and does not have too sandy a texture. The second from the top is the best so far and has given clear direction for the next round of testing. These nine tests were fired at five temperatures, producing 45 specimens to track and 180 measurements to make to get the final data (just for this SHAB test, others were done also). An account at Insight-live.com makes it possible to track this plus 50 other projects on the go right now. And it makes it easier to make decisions based on data.
What is the secret to making the blackest porcelain with the lowest percentage of stain?

This picture has its own page with more detail, click here to see it.
The top bar is fired at cone 4. It contains 10% black stain (Mason 6666 cobalt-free). It is firing to about 2% porosity, thus a stoneware. The bottom two bars are the same clay but with only 3.75% of the same black stain. They are fired at cone 6 (bottom) and cone 7 (center). Cone 6 vitrifies this body to porcelain density. But at cone 7 it is over firing, beginning to expand. How is it possible that the bottom bar has only one third the amount of black stain as the top one yet fires much blacker? The glass development that happens as a product of being totally vitrified. The lesson: If you need a porcelain to fire as black as possible at a specific temperature, first make sure there is enough feldspar in the body to fully vitrify it.
Inbound Photo Links
 How much does the size of a piece change when it is bisque fired? Glaze fired? |
 Iron oxide goes crazy in reduction |
 Two bars ready for pyro-plastic comparison test |
Links
| Glossary |
Clay
What is clay? How is it different than dirt? For ceramics, the answer lies on the microscopic level with the particle shape, size and how the surfaces interact with water. |
| Glossary |
Porcelain
How do you make porcelain? There is a surprisingly simple logic to formulating them and to adjusting their working, drying, glazing and firing properties for different purposes. |
| Glossary |
Bone China
A ceramic whose priorities are translucency, whiteness, fired strength and resistance to thermal shock failure. |
| Glossary |
Functional
A term used in ceramic to express the degree to which an item is safe and stands up to everyday use. Functionality embodies strength, hardness, resistance to acid attack and thermal shock, etc. |
| Glossary |
Translucency
A highly sought-after property in porcelain, fired close enough to melting to take on the glass-like property of passing light. Translucency implies tendency to warp during firing. |
| Glossary |
Crystallization
Ceramic glazes form crystals on cooling if the chemistry is right and the rate of cool is slow enough to permit molecular movement to the preferred orientation. |
| Glossary |
Abrasion Ceramics
Man-made ceramic surfaces are among the most abrasion resistant materials known. Products made to abrade others are also made from bonded ceramic grains. |
| Glossary |
Maturity
A term used in the ceramics industry to signify the degree of vitrification in a fired clay. Mature clays are dense and strong, immature ones porous and weak. |
| Glossary |
Clay Body Porosity
In ceramics, porosity is considered an indication of density, and therefore strength and durability. Porosity is measured by the weight increase when boiled in water. |
| Glossary |
Firing Shrinkage
During drying, clay particles draw together and shrinkage occurs. During firing the matrix densifies and shrinkage continues. More vitreous bodies shrink more. |
| Glossary |
Fired Strength
Ceramics, by their brittle nature, have high compressive strength and unsurpassed surface hardness. Maximum fired strength can come at the expense of various working and fired properties, so testing is needed to reach a balance. |
| Glossary |
Thermal shock
When sudden changes in temperature cause dimensional changes ceramics often fail because of their brittle nature. Yet some ceramics are highly resistant. |
| Glossary |
Plucking
A firing issue in ceramics where the foot rings of vitreous ware stick to the kiln shelf. Removing them leaves sharp fragments glued to the shelf. |
| Glossary |
Stoneware
To potters, stonewares are simply high temperature, non-white bodies fired to sufficient density to make functional ware that is strong and durable. |
| Glossary |
Ceramics
This term generally refers to the industry that produces the non-metallic objects we use every day (like porcelain, tile, glass, stoneware). |
| Glossary | Maximum Density |
| Glossary |
Vitreous
The fired state of a ceramic when sufficient heat in the kiln has produced the density and strength common, and expected, in stonewares and porcelains. |
| Projects | Properties |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
| By Tony Hansen Follow me on        |  |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy