Water Content
Water content is one of the most important and most misunderstood variables in ceramics. Almost every ceramic process depends on controlling it. Water affects plasticity, drying behavior, shrinkage, density, rheology, strength, casting rate, pressing behavior, glaze application and even dust generation. In many situations, the amount of water present is not just a convenience variable; it is the property that determines whether a process works or fails.
Plastic clay bodies exhibit ideal working properties only inside a surprisingly narrow water-content window. Small changes can dramatically alter stiffness, plasticity and drying behavior. For example, a porcelain body that throws well on the potter's wheel at 21–22% water may become short and difficult at 19%, while a RAM-pressed version of the same body may intentionally target that lower value. Highly plastic ball-clay bodies can often tolerate wider water ranges than porcelains because they retain workability at lower moisture levels.
The amount of water also strongly affects drying shrinkage and drying performance. More water generally means greater particle separation and therefore greater shrinkage during drying. Bodies formulated for low shrinkage often target the minimum water content needed for forming. Coarse particles, grog and non-plastics reduce the amount of water needed and therefore reduce drying shrinkage and cracking risk.
Casting bodies are defined largely by their water content and specific gravity. Deflocculants enable slips to remain fluid at lower water percentages. A casting slip at a specific gravity of 1.75-1.8 contains far less water than an equivalent slurry mixed without deflocculation. This lower water content is critical because it speeds casting rates, increases plastic strength and reduces drying shrinkage. Excess water in a casting slip slows production because more water must migrate into the plaster mold before a layer can form.
Glazes are equally dependent on water content. Dipping glazes are normally adjusted to a target specific gravity and then fine-tuned rheologically using gums, flocculants or deflocculants. A glaze with too much water applies too thinly and dries slowly; too little water causes excessive thickness, cracking during drying. Brushing glazes generally contain much more water and gum to improve brushability and prevent rapid drying. Industrial glaze application on sanitaryware or electrical porcelain often employs very dense glaze slurries with much lower water percentages than hobby glazes.
Spray drying depends entirely on controlled water content. Clay slurries are atomized into heated air to produce granules containing carefully controlled residual moisture, often around 5–7%. These granules must contain enough water to compact properly during pressing but not so much that they stick or deform.
Water content also determines whether raw materials can be ground efficiently. Clays containing too much moisture cannot usually be dry-ground because they agglomerate and coat grinding surfaces. Powders intended for pneumatic conveying, hopper feeding or silo storage require low enough moisture to flow freely. Even small increases in moisture can convert a free-flowing powder into one that bridges, cakes or plugs equipment.
The relationship between water and clay exists at several levels. Some water is simply free water between particles. Some is mechanically held on particle surfaces. Some exists as interlayer water within clay crystal structures. And some is chemically combined water that is part of the mineral itself. This last category contributes to LOI (loss on ignition). For example, kaolinite contains chemically combined water that is driven off as the mineral converts to metakaolin.
Water content is commonly measured by weighing a wet sample, drying it completely, and weighing it again. The percentage is then calculated as:
(wet weight - dry weight) / wet weight * 100
Some technicians instead calculate water percentage based on dry weight:
(wet weight - dry weight) / dry weight * 100
This method produces larger numbers and is common in soil science and industrial processing, so it is important to know which convention is being used.
In production environments, water content is monitored constantly because consistency depends on it. Pugged clay, pressing powder, casting slip and glaze slurries are often tested daily. Even a 1% change in water content can alter forming behavior enough to affect productivity and defect rates. For this reason, water percentage is not merely a laboratory measurement in ceramics, it is one of the primary process-control variables.
Related Information
Testing the water content of a ceramic glaze
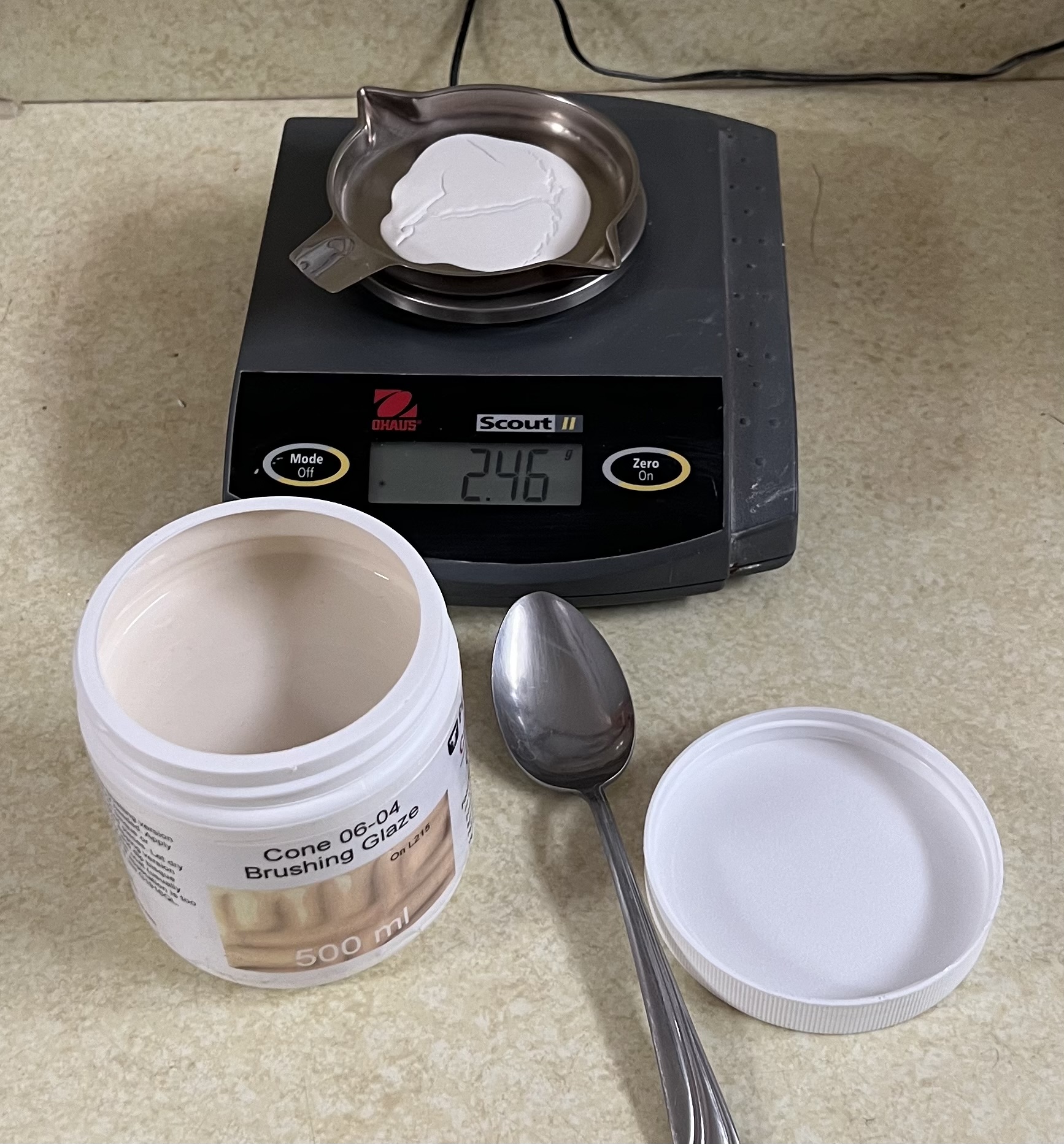
This picture has its own page with more detail, click here to see it.
In this case I need to know the water content of a glaze to know how many grams of CMC gum to add to achieve a 0.5% addition (to improve brushing properties). I put a teaspoon of the glaze (well stirred) on the tray. It weighed 5.04g (this 0.01g scale is accurate to 1/100th of a gram). Then I dried it under a heat lamp and now it weighs 2.46g. The water content of the slurry is thus (5.04 - 2.46) / 5.04 * 100 = 51.2%. That means the solids content is 100 - 51.2 = 48.8%. I want to blender mix 0.5% CMC into this brushing glaze (because it is drying too fast). The jar with glaze weighs 680g and the jar itself weighs 35g. Thus 680-35=645. 48.8% of 645 is 315g of powder. 0.5% of 315 is 315 * .005 = 1.6g of CMC gum.
Links
| Tests |
LOI/Density/Water Content
LDW LOI, density and water content test procedure for plastic clay bodies and porcelains |
| Glossary |
Clay Stiffness
In ceramics, clays exhibit plasticity in accordance with their recipe but also the water content. Each types of forming method has an ideal combination of stiffness and plasticity. |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
| By Tony Hansen Follow me on        |  |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy