Physical Testing
In ceramics, glazes, engobes and bodies have chemistries and physics. Your formulation and quality control most likely need to focus on the physical properties.
Key phrases linking here: physical properties, physical testing, physics - Learn more
Details
In many ceramic circles today, the chemistry of materials and compounds is over-emphasized - often to the exclusion of their physics. Ceramic materials are data sheets full of numbers that few understand and that have little relation to their practical use.
But ceramic materials in recipes contribute to physical properties of the mix. Raw clay bodies, for example, have plasticity, casting properties, drying characteristics, particle size and shape and surface area, soluble salts and volatiles content. Fired bodies have degree of maturity, thermal expansion, durability, and fired color and appearance. Glaze slurries have a specific gravity, viscosity, and application properties. Fired glazes have color, surface character, and degree of melt. While the latter are related in part to the chemistry, all of the others are about physics. Physical properties must be observed and measured methodically. A long-term program of doing such is an essential context in which to improve and maintain bodies, glazes and production processes.
Supply, consistency and price issues are often the incentive companies need to start a clay body or glaze testing program. When lots of testing data and history are available, there is context to handle almost any material property shift or supply problem. However, the form in which that history exists is a major determinant of its usefulness. Spreadsheets are the wrong tool, data belongs in a searchable database (such as administered in an account at insight-live.com) where many projects can be managed simultaneously, each having its own code number. And searched and compared effectively.
While expensive equipment can generate pages full of numbers, these are often of little practical use in traditional ceramic production. Simple tests specific to your application, done diligently over time, and recorded in a database system that you can search and compare, is the best way forward. A good way to get started testing clay bodies, for example, is to make a set of SHAB test bars, a DFAC test, an SIEV test and an LDW test. All of these can be made quickly, dried, data recorded and inventoried for firing. Watch the video (link below) on entering the test data.
What about glazes? A good start is doing a GLFL test for each batch. And recording a picture of the results for the run or batch. And obviously, data about specific gravity and viscosity and notes from departments involved in their production.
Related Information
Is industry misdirected by chemical analyses?

This picture has its own page with more detail, click here to see it.
In response to a query about the suitability of a clay-feldspar material for use in our porcelain bodies this company asked for our "index requirements". They want to know what chemistry I want (crediting all pertinent properties to the chemistry). But physical properties like plasticity, drying performance, green strength, soluble salts are unrelated to chemistry; and fired properties like shrinkage, deformation and density are imprecisely related. Yes, Fe2O3 and TiO2 percentages do relate to whiteness and translucency for different shipments of the same material but much more poorly when comparing products from different manufacturers. The same is true of feldspars, because one has a higher flux content on a data sheet by no means indicates it will vitrify a porcelain better (it depends what minerals are delivering the fluxes and what other minerals are present).
Specification for a Tapper Clay lacks physics

This picture has its own page with more detail, click here to see it.
Often ceramic clays are described on data sheets primarily by their chemistry (and requested as such). This is typically done at the expense of physical properties data. For example, Tapper clay is employed to plug the drain hole of ladles used to melt metals in the smelting industry. The operators of that equipment confront, in the physical presence of the material, many properties that have no relation to the chemistry (e.g. plasticity, shrinkage, water content). Notice also that the chemistry is not correct anyway, it species calcined material yet does not total 100. It specifies no carbon, yet this chemistry is like a ball clay, all of which have some carbon.
Ball clay data sheet demonstrates the merit of physical testing

This picture has its own page with more detail, click here to see it.
Purchasing agents do not know about ceramics so they like to compare numbers on data sheets when second sourcing materials. But this data sheet demonstrates an issue with that. Although they have dramatically different plasticities (as suggested by drying strength and drying shrinkage) the chemistry of these two ball clays gives no indication of this (nor can it). The No. 1 has a finer size, which means it should be more plastic, right? But it isn't. Ball clays are used in ceramics principally for their plasticity and only actual physical handling of the plastic material enables comparing this important physical property.
Are you testing production clay bodies? Glazes?
Turn "spreadsheet chaos" into "database order"

This picture has its own page with more detail, click here to see it.
Are you the technician at a company producing clay bodies, glazes, and underglazes? That creates a lot of data. Are you storing it in spreadsheets? That’s like filing lab reports in a shoebox! Searching for data ends up taking longer than the test itself. And it is seldom in the format you need; it is not linked to anything else, it doesn't have the information you need. Excel was not designed for this; your lab deserves a database. Databases enable insight. Insight-live.com is the right home for all the data you collect.
Imagine all your lab data in one searchable, structured, secure system — everything hierarchical, linked and accessible. Being able to compare results across time, batches, and processes. Having a full data trail. For example, maintain master recipes of everything and track their evolution — what changed, why it changed, and how it performed. Maintaining a file system full of thousands of spreadsheets is great for burying data.
Lab testing a clay for its physical properties

This picture has its own page with more detail, click here to see it.
It only takes a few minutes to make these. But you would be amazed at how much information they can give you about a clay! These are SHAB test bars, an LDW test for water content and a DFAC test disk about to be put into a drier. The SHAB bars shrink during drying and firing, the length is measured at each stage. The LDW sample is weighed wet, dry and fired. The tin can prevents the inner portion of the DFAC disk from drying and this sets up stresses that cause it to crack. The nature of the cracking pattern and its magnitude are recorded as a Drying Factor. The numbers from all of these measurements are recorded in my account at Insight-live. It can present a complete physical properties report that calculates things like drying shrinkage, firing shrinkage, water content and LOI (from the measured values).
Testing your own native clays is easier than you think

This picture has its own page with more detail, click here to see it.
Some simple equipment is all you need. You can do practical tests to characterize a local clay in your own studio or workshop (e.g. our SHAB test, DFAC test, SIEV test, LDW test). You need a gram scale (preferably accurate to 0.01g) and a set of callipers (check Amazon.com). Some metal sieves (search "Tyler Sieves" on Ebay). A stamp to mark samples with code and specimen numbers. A plaster table or slab. A propeller mixer. And, of course, a test kiln. And you need a place to put all the measurement data collected and learn from it (e.g. an account at insight-live.com).
Do not rely on material data sheets, do the testing

This picture has its own page with more detail, click here to see it.
The cone 6 porcelain on the left uses Grolleg kaolin, the right uses Tile #6 kaolin. The Grolleg body needs 5-10% less feldspar to vitrify it to zero porosity. It thus contains more kaolin, yet it fires significantly whiter. Theoretically this seems simple. Tile #6 contains alot more iron than Grolleg. Wrong! According to the data sheets, Grolleg has the more iron of the two. Why does it always fire whiter? I actually do not know. But the point is, do not rely totally on numbers on data sheets, do the testing yourself.
#6 Tile Kaolin 2021 vs EP Kaolin 2020: Fired properties tell an unexpected story

This picture has its own page with more detail, click here to see it.
These test bars are fired at cone 10 reduction (top) and 10, 9 and 8 oxidation (downward) - they demonstrate the importance of measuring physical properties. The charts for each show data for drying shrinkage, firing shrinkage and porosity (water absorption). The left bars are #6 Tile kaolin and the right are EPK. These two kaolins had almost the same drying shrinkages in this SHAB test, that suggests the same plasticity. And the EPK fires whiter. So it should make a better plastic porcelain, right? Not so. In reality, #6 Tile kaolin is far more plastic - EPK requires the addition of significant bentonite to equal it (bentonite is dirty and that compromises whiteness). And EPK fires less vitreous - when feldspar is added color darkens. And, although both have extremely high firing shrinkages, the EPK is much higher than the #6 Tile (even though it is not as vitreous). Bottom line: #6 Tile is a better kaolin for clay bodies.
Inbound Photo Links
 Drying cracks in bricks - but no data to determine best response |
Links
| Projects | Materials |
| URLs |
https://insight-live.com/insight/help/It+Starts+With+a+Lump+of+Clay-433.html
Case Study: Testing a Native Clay Using Insight-Live.com |
| Glossary |
Characterization
In ceramics, this normally refers to the process of doing physical or chemical testing on a raw material to accurately describe it in terms of similar ones. |
| Glossary |
Clay body
A term used by potters and in the ceramic industry. It refers to the earthenware, stoneware or porcelain that forms the piece (as opposed to the engobe and covering glaze). |
Video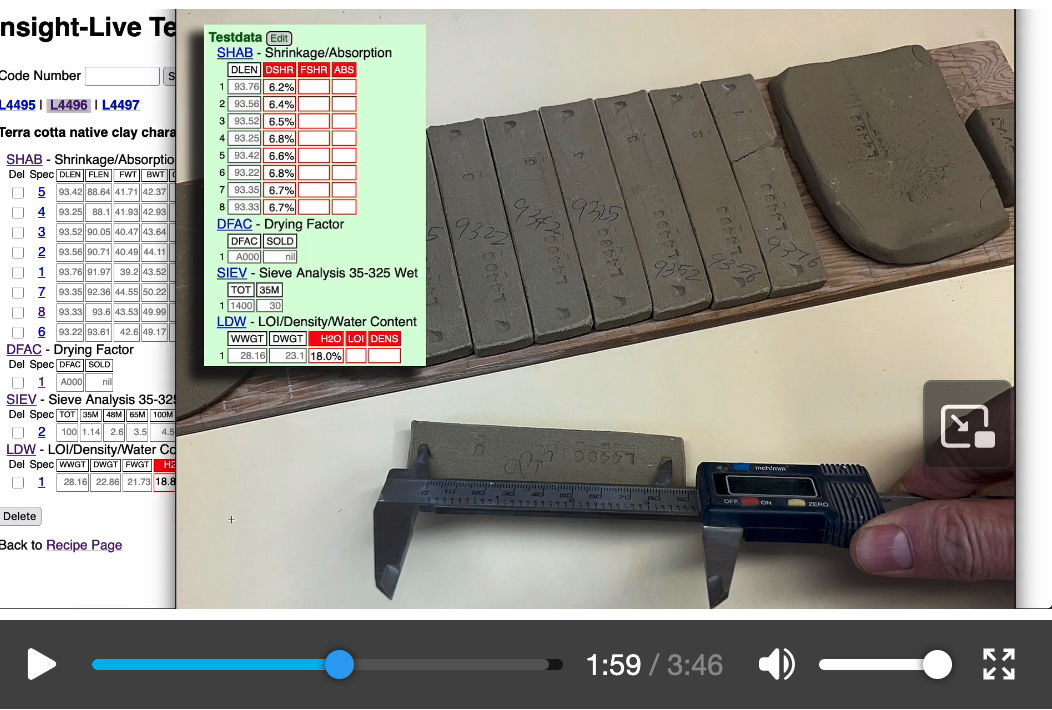 |
Entering TestData Into Insight-Live
How to enter physical testing results into your group account at insight-live.com. We will enter data from shrinkage/absorption bars, the drying factor disk and an LOI/water content tester. |
| Articles |
Simple Physical Testing of Clays
Learn to test your clay bodies and clay materials and record the results in an organized way, understanding the purpose of each test and how to relate its results to changes that need to be made in process, recipe and materials. |
| Articles |
Setting up a Clay Testing Program in Your Company or Studio
Set up a routine testing pipeline and start generating historical data that will enable your staff to understand your source materials and maintain, adjust and troubleshoot your clay body recipes. |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
| By Tony Hansen Follow me on        |  |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy