Firing Schedule
Designing a good kiln firing schedule for your ware is a very important, and often overlooked factor for obtained successful firings.
Key phrases linking here: firing schedules, firing schedule - Learn more
Details
In industry firing cycles are very fast, measured in minutes, cost and environmental issues put companies under constant pressure to fire kilns quickly. Optimization of the schedule is done by specialized technicians. Tunnel kilns are the norm. Firing schedules are shaped by configuring zones of controlled heat and atmosphere and setting the speed of the cars through the tunnel.
But potters and small manufacturers have the luxury of firing slower. In most electric and gas periodic kilns used for pottery, firing schedules programmed into electronic controllers determine the rate-of-rise, soaking time and often the cooling curve (that being said, many potters and companies still use manually controlled gas kilns). Firings are typically slow, spanning many hours or even days. Since this site is dedicated to traditional ceramics accessible to hobbyists, potters and small manufacturers, we know about periodic kilns.
The importance of firing schedules is an often-overlooked aspect of the ceramic process. The secret to the unique properties of many special-purpose ceramic products (e.g. alumina ceramics, thermal expansion failure resistant ware, crystalline glazes, porcelains), the consistency of many types of traditional ceramics and defect-free surfaces in glazes lies in the firing curve.
Schedules must account for the needs of the ware, the kiln, the environment and the budget. These include slow early heat-up to enable water to escape, reaching the desired state of maturity without cracking or other firing defects, attention to temperatures where sudden changes in body or glaze materials occur (e.g. volume changes associated with quartz, cristobalite inversion), the ability of the kiln to follow the programmed curve and the need to save energy. If well designed, it should be possible to predict the end of a firing accurately. For example, a cone 6-10 electric hobby kiln with elements in good condition should finish within 5-10 minutes of the projected. Industrial kilns, likewise, should finish within minutes of the target. The ability to predict the end is an indicator of the quality and practicality of the schedule.
Barlett Controls makes kiln controllers for hobby kilns and they ship them with pre-programmed schedules. The instruction manuals for these can be found online by searching the model number imprinted on the front. For example, a search for "Bartlett model V6-CF" produced the following data for fast glaze and bisque firings for low and medium temperatures (their Genesis controller has the same schedules):
The slow bisque goes at 80F/hr to 250, 200F/hr to 1000, 100F/hr to 1100, 180F/hr to 1695 and 80F/hr to for a 13-hour firing to 1945F. The fast bisque slims that to 10 hours by increasing the rate of rise at each step. Their slow 7-hour cone 04 glaze firing goes to 250F at 150F/hr, 1695F at 400F/hr and 1945F at 120F/hr. The fast schedule has only two steps: 570F/hr to 1695F and 200/hr to 1945F. The cone 6 glaze firings use the same steps except they add 287 degrees F to the target temperature on the last two steps. There are no holds at any of these steps.
An account at insight-live.com provides an excellent environment to develop and maintain firing schedules as a part of a larger regimen of managing recipe, material and test data.
Related Information
Manually programming a Bartlett V6-CF hobby kiln controller

This picture has its own page with more detail, click here to see it.
I document programs in my account at insight-live.com, then print them out and enter them into the controller. This controller can hold six, it calls them Users. The one I last edited is the one that runs when I press "Start". When I press the "Enter Program" button it asks which User: I key in "2" (for my cone 6 lab tests). It asks how many segments: I press Enter to accept the 3 (remember, I am editing the program). After that it asks questions about each step (rows 2, 3, 4): the Ramp "rA" (degrees F/hr), the Temperature to go to (°F) to and the Hold time in minutes (HLdx). In this program I am heating at 300F/hr to 240F and holding 60 minutes, then 400/hr to 2095 and holding zero minutes, then at 108/hr to 2195 and holding 10 minutes. The last step is to set a temperature where an alarm should start sounding (I set 9999 so it will never sound). When complete it reads "Idle". Then I press the "Start" button to begin. If I want to change it I press the "Stop" button. Those ten other buttons? Don't use them, automatic firing is not accurate. One more thing: If it is not responding to "Enter Program" press the Stop button first.
Program your firings manually
Calibrate the final temperature using cones
This picture has its own page with more detail, click here to see it.
Here is an example of our lab firing schedule for cone 10 oxidation (which the cone-fire mode does not do correctly). To actually go to cone 10 we need to manually create a program that fires higher than the built-in cone-fire one. Determining how high to go is a matter of repeated firings verified using a self-supporting cone (regular cones are not accurate). I keep notes in the schedule record in an account at insight-live.com. And we have a chart on the wall showing the latest temperature for each of the cones we fire to. What about cone 6? Controllers fire it to 2235, we put down a cone at 2200!
Are you using your expensive kiln like a pop-up toaster?

This picture has its own page with more detail, click here to see it.
Put the pots in, select a cone, press start. It is time to rethink that approach! The Bartlett Genesis kiln controller is standard equipment on hobby and production electric kilns now. It is not meant to be run like a toaster! Good glazes are about much more than recipes, they are about firing schedules. None of the built-in "toaster schedules" have hold times on any segments, drop-and-hold sequences or controlled cools. Or even fire-to-cone accuracy. Yet such are a must for defect-free glazes, enhancing the effects of reactive glazes that must develop crystallization or variegation or firing accurately. It is easy to program: Tap the blue edit button to edit a program, tap a column of any segment to edit its value. Tap a segment number to delete or duplicate it. Search "bartlett genesis controller" on YouTube for videos on creating and editing a schedule.
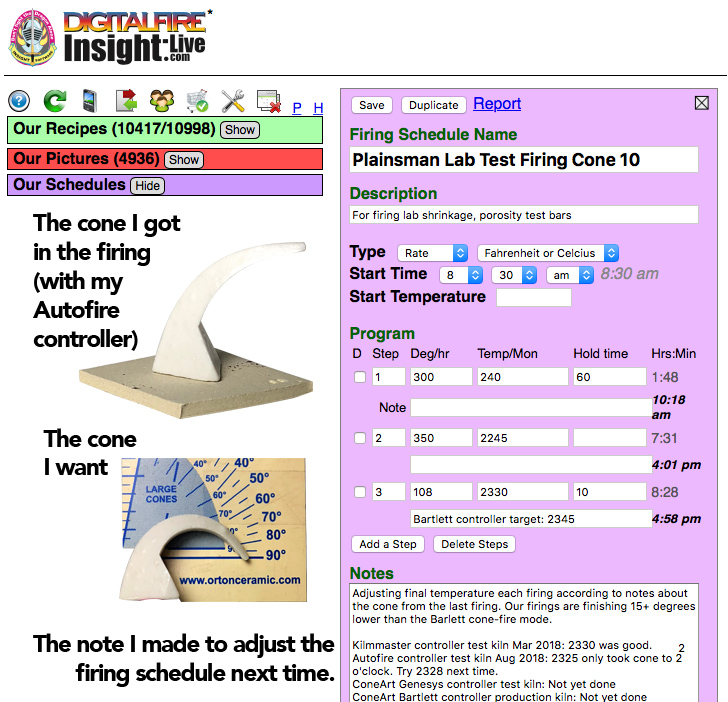
When the cone does this I need to adjust the program

This picture has its own page with more detail, click here to see it.
This is a cone 04. It is bent too much, the kiln has over-fired a little (cone 03 was also bent somewhat). The built-in firing schedule goes to 1945, that would be much more over-fired than this was (and the built-in ones do not soak, drop-and-soak or slow cool). It only takes a minute to edit the program I made, all I have done is drop the step-three temperature to 1930 (it was 1935). I adjust my schedule fire-up-to temperature as needed, I cannot imagine not doing this.
What is the difference between fahrenheit degrees and degrees fahrenheit?

This picture has its own page with more detail, click here to see it.
This is important to understand that when looking at our firing schedule charts. “Degrees Fahrenheit” is a measure of the temperature of something. For example, 212F is the boiling point of water (the equivalent of 100C). "Fahrenheit degrees" are the divisions on the thermometer, there are 170 of them between the freezing and boiling point of water, for example (32-212, while there are 100 celcius degrees for the same span). "Fahrenheit degrees" are thus measures of change-in-temperature, not what the temperature is. In firing schedules, that is what we are talking about, how many degrees should the kiln rise during each step.
How to get more accurate firings time after time

This picture has its own page with more detail, click here to see it.
When I fire our two small lab test kilns, I always include cones (I fire a dozen temperatures). I want the firing to finish when the cone is around 5- 6 o'clock. To make that happen, I record observations on which to base the temperature I will program for the final step the next time. Where do I record these? In the schedules I maintain in an Insight-live.com account. I use this every day, it is very important because I need accurate firings.
Firing schedules at insight-live.com

This picture has its own page with more detail, click here to see it.
A cone 11 oxidation firing schedule (I maintain in an account at insight-live.com). Using these schedules, I can predict the end of a firing within 5-10 minutes at all temperatures. I can also link schedules to recipes and report a schedule so it can be taken to the kiln and used as a guide to enter the program.
Cooling rate drastically affects the appearance of this glaze

This picture has its own page with more detail, click here to see it.
This is the G2934Y satin matte glaze recipe with Mason 6600 black stain (6%). The piece on the left was fired using the C6DHSC firing schedule (drop-and-hold at 2100F then 150F/hr to 1400F). The one on the right was fired using the PLC6DS schedule (drop-and-hold at 2100F then free-fall from there). The slow cooling rate gives the glaze on the left time to crystallize, creating a stony matte (and altering the colour accordingly). My kilns are generally lightly loaded, so free-fall firings drop rapidly, producing the effect on the right. This phenomenon is a characteristic of high MgO glazes (ones having significant dolomite, talc, Ferro frit 3249). To vary, by recipe, the degree of matteness, we also make this glaze using a blend of G2934 base (which fires even more matte on slow-cool) and G2926B glossy (starting with and 80:20 matte:glossy mix). Of course, this type of glaze would not be practical in an industrial shuttle kiln, pieces would fire differently depending upon their placement on the cars.
More carbon needs to burn out than you might think!

This picture has its own page with more detail, click here to see it.
Hard to believe, but this carbon is on ten-gram balls of low fire glazes having 85% frit. Yes, this is an extreme test because glazes are applied in thin layers, but glazes sit atop bodies much higher in carbon bearing materials. And the carbon is sticking around at temperatures much higher than it is supposed to (not yet burned away at 1500F)! The lower row is G1916J, the upper is G1916Q. These balls were fired to determine the point at which the glazes densify enough that they will not pass gases being burned from the body below (around 1450F). Our firings of these glazes now soak at 1400F (on the way up). Not surpisingly, industrial manufacturers seek low carbon content materials.
The difference that caused blistering: Firing schedule!

This picture has its own page with more detail, click here to see it.
These are the same glaze, same thickness, Ulexite-based G2931B glaze, fired to cone 03 on a terra cotta body. The one on the right was fired from 1850F to 1950F at 100F/hr, then soaked 15 minutes and shut off. The problem is surface tension. Like soapy water, when this glaze reaches cone 03 the melt is quite fluid. Since there is decomposition happening within the body, gases being generated vent out through surface pores and blow bubbles. I could soak at cone 03 as long as I wanted and the bubbles would just sit there. The one on the left was fired to 100F below cone 03, soaked half an hour (to clear micro-bubble clouds), then at 108F/hr to cone 03 and soaked 30 minutes, then control-cooled at 108F/hr to 1500F. During this cool, at some point well below cone 03, the increasing viscosity of the melt becomes sufficient to overcome the surface tension and break the bubbles. If that point is not traversed too quickly, the glaze has a chance to smooth out (using whatever remaining fluidity the melt has). Ideally I should identify exactly where that is and soak there for a while.
Glaze with an encapsulated stain is bubbling. It needs Zircopax.

This picture has its own page with more detail, click here to see it.
These two pieces are fired at cone 6. The base transparent glaze is the same - G2926B Plainsman transparent. The amount of encapsulated red stain is the same (11% Mason 6021 Dark Red). But two things are different. Number 1: 2% Zircopax (zircon) has been added to the upper glaze. The stain manufacturers recommend this, saying that it makes for a brighter color. However, that is not what we see here. What we do see is the particles of unmelting zircon acting as seeds and collection points for the bubbles (the larger ones produced are escaping). Number 2: The firing schedule. The top one has been fired to approach cone 6 and 100F/hr, held for five minutes at 2200F (cone 6 as verified in our kiln by cones), dropped quickly to 2100F and held for 30 minutes.
How many degrees between these cone positions?

This picture has its own page with more detail, click here to see it.
I was consistently getting the cone on the left when using a custom-programmed firing schedule to 2204F (for cone 6 with ten minute hold). However Orton recommends that the tip of the self supporting cone should be even with the top of the base (they consider the indicating part of the cone to be the part above the base). So I adjusted the program to finish at 2200F and got the cone on the right. But note: This applies to that kiln at that point in time (with that pyrometer and that firing schedule). Our other test kiln bends the cone to 5 o'clock at 2195F. Since kiln controllers fire cone 6 at 2230 (for the built-in one-button firings) your kiln is almost certainly over firing!
Calcium alumina matte glaze is different when cooled slowly

This picture has its own page with more detail, click here to see it.
This cone 6 matte glaze is variegated and colored using an addition of raw metal oxides and a variegator. It was fired using the drop and hold PLC6DS schedule (left) and slow-cooled with the C6DHSC schedule (right). Both have very good surfaces even though it is a calcium alumina matte (the unity formula reveals high Al2O3 (0.5), an SiO2:Al2O3 ratio of less than 5:1 and CaO at 0.75). The recipe is proprietary (from a customer) and it is unusual - it is not common for only 0.16 B2O3 (Gerstley Borate) and yet be melting as well as this.
You only need one additional detail to be able to calculate the base recipe for yourself using glaze chemistry (the remainder of the fluxes are KNaO). However, the combination of coloring oxides and variegators is most of the magic of this appearance, I can't tell you those. But the nature of the surface should preserve with a variety of raw metal oxides or even with stains.
Inbound Photo Links
 The appearance of this commercial glaze varies with cooling rate |
Links
| Glossary |
Crystalline glazes
A type of ceramic glaze made by potters. Giant multicolored crystals are grown on a super gloss low alumina high zinc glaze by controlling multiple holds and soaks during cooling in the kiln. |
| Glossary |
Kiln Firing
All types of ceramic are fired in a kiln to cement particles together to produce a hard and water and temperature resistant product. |
| Glossary |
Water Smoking
In ceramics, this is the period in the kiln firing where the final mechanical water is being removed. The temperature at which this can be done is higher than you might think. |
| Glossary |
Borate
Borate glazes, those fluxed with the oxide B2O3, are the most common type used in ceramic industry and hobby for low and medium temperatures. |
| Glossary |
Candling
Refers to the practice of slow-heating a kiln during early stages to give mechanically-bound water a chance to escape. |
| Glossary |
Drop-and-Soak Firing
A kiln firing schedule where temperature is eased to the top, then dropped quickly and held at a temperature 100-200F lower. |
| Projects | Firing Schedules |
| Projects | Build a kiln monitoring device |
| Articles |
Electric Hobby Kilns: What You Need to Know
Electric hobby kilns are certainly not up to the quality and capability of small industrial electric kilns, being aware of the limitations and keeping them in good repair is very important. |
| Articles |
Firing: What Happens to Ceramic Ware in a Firing Kiln
Understanding more about changes taking place in the ware at each stage of a firing helps tune the curve and atmosphere to produce better ware |
| Media |
Manually program your kiln or suffer glaze defects!
To do a drop-and-hold firing you must manually program your kiln controller. It is the secret to surfaces without pinholes and blisters. |
| URLs |
https://www.greatkilns.com/media/pdf/operating-manuals/V6CF_Manual.pdf
Bartlett V6-CF hobby kiln controller instruction manual |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
| By Tony Hansen Follow me on        |  |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy