A Low Cost Tester of Glaze Melt Fluidity
A One-speed Lab or Studio Slurry Mixer
A Textbook Cone 6 Matte Glaze With Problems
Adjusting Glaze Expansion by Calculation to Solve Shivering
Alberta Slip, 20 Years of Substitution for Albany Slip
An Overview of Ceramic Stains
Are You in Control of Your Production Process?
Are Your Glazes Food Safe or are They Leachable?
Attack on Glass: Corrosion Attack Mechanisms
Ball Milling Glazes, Bodies, Engobes
Binders for Ceramic Bodies
Bringing Out the Big Guns in Craze Control: MgO (G1215U)
Can We Help You Fix a Specific Problem?
Ceramic Glazes Today
Ceramic Material Nomenclature
Ceramic Tile Clay Body Formulation
Changing Our View of Glazes
Chemistry vs. Matrix Blending to Create Glazes from Native Materials
Concentrate on One Good Glaze
Copper Red Glazes
Crazing and Bacteria: Is There a Hazard?
Crazing in Stoneware Glazes: Treating the Causes, Not the Symptoms
Creating a Non-Glaze Ceramic Slip or Engobe
Creating Your Own Budget Glaze
Crystal Glazes: Understanding the Process and Materials
Deflocculants: A Detailed Overview
Demonstrating Glaze Fit Issues to Students
Diagnosing a Casting Problem at a Sanitaryware Plant
Drying Ceramics Without Cracks
Duplicating Albany Slip
Duplicating AP Green Fireclay
Electric Hobby Kilns: What You Need to Know
Fighting the Glaze Dragon
Firing Clay Test Bars
Firing: What Happens to Ceramic Ware in a Firing Kiln
First You See It Then You Don't: Raku Glaze Stability
Fixing a glaze that does not stay in suspension
Formulating a body using clays native to your area
Formulating a Clear Glaze Compatible with Chrome-Tin Stains
Formulating a Porcelain
Formulating Ash and Native-Material Glazes
G1214M Cone 5-7 20x5 glossy transparent glaze
G1214W Cone 6 transparent glaze
G1214Z Cone 6 matte glaze
G1916M Cone 06-04 transparent glaze
Getting the Glaze Color You Want: Working With Stains
Glaze Chemistry Basics - Formula, Analysis, Mole%, Unity
Glaze chemistry using a frit of approximate analysis
Glaze Recipes: Formulate and Make Your Own Instead
Glaze Types, Formulation and Application in the Tile Industry
Having Your Glaze Tested for Toxic Metal Release
High Gloss Glazes
Hire Us for a 3D Printing Project
How a Material Chemical Analysis is Done
How desktop INSIGHT Deals With Unity, LOI and Formula Weight
How to Find and Test Your Own Native Clays
I have always done it this way!
Inkjet Decoration of Ceramic Tiles
Is Your Fired Ware Safe?
Leaching Cone 6 Glaze Case Study
Limit Formulas and Target Formulas
Low Budget Testing of Ceramic Glazes
Make Your Own Ball Mill Stand
Making Glaze Testing Cones
Monoporosa or Single Fired Wall Tiles
Organic Matter in Clays: Detailed Overview
Outdoor Weather Resistant Ceramics
Painting Glazes Rather Than Dipping or Spraying
Particle Size Distribution of Ceramic Powders
Porcelain Tile, Vitrified Tile
Rationalizing Conflicting Opinions About Plasticity
Ravenscrag Slip is Born
Recylcing Scrap Clay
Reducing the Firing Temperature of a Glaze From Cone 10 to 6
Setting up a Clay Testing Program in Your Company or Studio
Simple Physical Testing of Clays
Single Fire Glazing
Soluble Salts in Minerals: Detailed Overview
Some Keys to Dealing With Firing Cracks
Stoneware Casting Body Recipes
Substituting Cornwall Stone
Super-Refined Terra Sigillata
The Chemistry, Physics and Manufacturing of Glaze Frits
The Effect of Glaze Fit on Fired Ware Strength
The Four Levels on Which to View Ceramic Glazes
The Majolica Earthenware Process
The Potter's Prayer
The Right Chemistry for a Cone 6 Magnesia Matte
The Trials of Being the Only Technical Person in the Club
The Whining Stops Here: A Realistic Look at Clay Bodies
Those Unlabelled Bags and Buckets
Tiles and Mosaics for Potters
Toxicity of Firebricks Used in Ovens
Trafficking in Glaze Recipes
Understanding Ceramic Materials
Understanding Ceramic Oxides
Understanding Glaze Slurry Properties
Understanding the Deflocculation Process in Slip Casting
Understanding the Terra Cotta Slip Casting Recipes In North America
Understanding Thermal Expansion in Ceramic Glazes
Unwanted Crystallization in a Cone 6 Glaze
Using Dextrin, Glycerine and CMC Gum together
Volcanic Ash
What Determines a Glaze's Firing Temperature?
What is a Mole, Checking Out the Mole
What is the Glaze Dragon?
Where do I start in understanding glazes?
Why Textbook Glazes Are So Difficult
Working with children
Glaze and Body Pigments and Stains in the Ceramic Tile Industry
Description
A complete discussion of how ceramic pigments and stains are manufactured and used in the tile industry. It includes theory, types, colors, opacification, processing, particles size, testing information. By Nilo Tozzi
Article
A ceramic pigment particle is an inorganic white, black or colored solid that is insoluble in the matrix into which is incorporated and does not react chemically or physically with it. Thus one of most important characteristics of ceramic pigments is their thermal stability at high temperatures and their chemical stability in respect to phases, even liquid, forming during firing of glazes or bodies as a result of the sinterisation process and melting.
A classification of pigments can be done in various ways: origin , color, chemical structure, production method and final use. We will use the classification of following table.
| Ceramic Pigments for Glazes | ||
|---|---|---|
| Non Oxides | Cd(Sx,Se1-x) | |
| Metallic Colloids | Au, Ag, Se, Pt, Cu | |
| Metallic Oxides | Cu2O, CuO, NiO, MnO, MnO2, Fe2O3, Cr2O3, Co3O4 | |
| Complex Pigments | Naturally Colored | Spinel |
| Phyrochlore | ||
| Olivine | ||
| Garnet | ||
| Phenacite | ||
| Periclase | ||
| Colored by the Addition of Colored Compounds | Zircon | |
| Baddeleyite | ||
| Corundum | ||
| Rutile | ||
| Cassiterite | ||
| Sphene | ||
| White Pigments | Sb2O3, As2O3, CeO2, SnO2, TiO2, ZrO2, ZrSiO4 | |
Non oxides
Cadmium sulfoselenide, Cd(Sx,Se1-x), is a very important pigment because it is the only one available to obtain true red and orange colors for glazes (depending on the amount of selenium). The old production method was to trap cadmium sulfoselenide in a sintered matrix of a refractory material, thereby stabilizing it. Another method was to mix it with a batch to produce a frit under specific melting conditions. Both methods ensured good stability up to 1100C.
However these pigments were not suitable for single firing so we overcame the problem by encapsulating the coloring oxide in a stable vitreous or crystalline matrix. The crystal responsible for color is thus occluded in the matrix during the process of sintering (two phases are formed). The most important examples are Cd(Sx,Se1-x) red and Fe2O3 pink, occluded in a matrix of zirconium silicate.
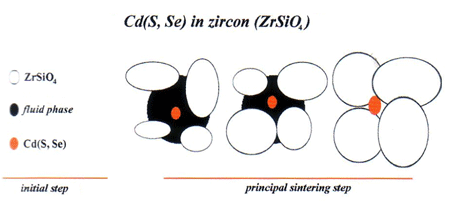
In the first step of this process, at about 900 C, the initial formation of ZrSiO4 occurs via the reaction between SiO2 and ZrO2 (and mineralizers). The result is the formation of hexagonal crystals of Cd(Sx,Se1-x) from the reaction of CdS and Se or CdCO3, S and Se. As noted, a liquid vitreous phase of low melting compounds (mineralizers) are employed to help in the growth of zircon around the sulfoselenide crystals. These stains are very expensive due to this production process and the range of colors isn't wide (dark red tones are not possible).
Metallic Colloids
The most important color is the pink given by colloidal metallic gold (selenium is often used for glasses, not for glazes, other colloids give less interesting colors. This material is synthesized by adding tin(II) chloride to a solution of chlorine acid gold colloidal metallic, the gold particles settle. The color ranges from pink to violet, depending on the ratio of tin/gold (the Purple of Cassius). To produce a stable color at high temperatures the settling of purple is carried out in a slip of kaolin or clay to avoid coagulation (particles of metallic gold are separated by the clay particles). Additions of silver chloride alter the color towards reddish, additions of cobalt oxide change it toward violet. Unfortunately the use of this technique is limited by cost.
| Standard color of a transparent glaze with the Purple of Cassius. | |
| Standard color of a transparent glaze with the Purple of Cassius and silver. | |
| Standard color of a transparent glaze with the Purple of Cassius and cobalt. |
Metallic oxides
Synthetic oxides are predominantly used, together with some natural ones like iron oxide and manganese oxide. They usually dissolve in the vitreous matrix exhibiting their coloring function in the ionic form and for this reason they give to glazes a pleasant deep and transparent appearance.
| Metallic Oxide Pigments | |
|---|---|
| Fe2O3 | Yellow - Pink (Coordination VI) Stable color at low temperatures |
| Red - Brown (Coordination IV) | |
| Cr2O3 | Green ZnO must not be present to avoid formation of brown spinel (Zn2Cr2O4) |
| CuO | Blue (Coordination VI) |
| Green (Coordination VI) It strongly depends on electronegativity of elements of the matrix | |
| Co3O4 - CoO | Blue (Coordination IV) At about 900C Co3O4 decomposes to CoO and O2 When increasing the temperature in boric or phosphate glasses the coordination change to VI and a purple tint develops |
| MnO2 - Mn2O3 | Brown |
| NiO - Ni2O3 | Yellow - Purplish Color changes due to the effect of retropolarization of alkaline oxides |
The disadvantages of using these pigments are numerous:
- MnO2 and Co3O4 decompose with evolution of gaseous oxygen during firing with possible defects in glaze (as bubbles or holes).
- They have a marked sensitivity to firing conditions. Many oxides are characterized by different states of oxidation and environment conditions and temperature affect the redox balance changing the tone of the color.
- High sensitivity to the chemical action of glazes. For instance copper usually gives a green color but it appears blue in glazes with high alkaline or earth alkaline content. Phosphorus in vitreous matrix gives a purple color to cobalt.
- Poor range of attainable colors.
Complex Inorganic Colored Pigments
These materials are obtained by solid state reactions at high temperatures using metallic oxides or salts, generally in the presence of mineralizers such as halogenides of alkaline metals, borates, carbonates etc. These substances can thus be considered colored artificial minerals resulting from reactions in the temperature range 800 - 1400C. Pigments remain unaltered in the glaze during firing (even finely dispersed ones) and they enable us to obtain a wide range of shades.
Crystalline structures suitable to produce ceramic stains are of a limited number. Good pigments are of high purity, uniform and chemically inert and do not decompose at high temperatures or react with or dissolve in glazes; that is often not true of this class of materials. Still, some are stable enough, notably rutile, zircon, zirconia, corundum and sphene.
In the following tables we have most important pigments.
| Pink - Red | |||
|---|---|---|---|
| Pigment | Structure | Remarks | Stability |
| Pink Cr-Al |
Corundum | ZnO rich glazes can promote the formation of a brown spinel | 1400C |
| Pink Cr-Sn |
Colloidal deposition of Cr2O3 inside the crystal structures of cassiterite (SnO2) or sphene (CaO-SnO2-SiO2) | Boron changes the hue to violet and lilac. Calcium makes the color more stable and more red | 1000-1250C |
| Pink Al-Mn |
Corundum | It is mainly a pigment for bodies, it has poor stability in glazes | 1400C |
| Pink Si-Zr-Fe |
Hematite crystals are encapsulated in zircon | 1300C | |
| Red Cd-S-Se (ZrSO4) |
Solid solution of CdS-CdSe is occluded in zircon | Color is brilliant and intense but not very stable at high temperatures because S and Se volatilize | 1200C |
| Red Al-Y-Cr |
Cr inside a perowskite structure | Suitable for viscous glazes at high temperatures | 1350C |
| Yellow | |||
|---|---|---|---|
| Pigment | Structure | Remarks | Stability |
| Yellow - Orange Pb - Sb |
Pyrochlore | By adding ZnO, SnO, CaO, Fe2O3, Al2O3 TiO2 changes from lemon yellow to orange |
Not stable over 1050C |
| Yellow Si - Zr - Pr |
Zircon | 1300C | |
| Sn - V | Colloidal deposit of vanadium oxide on cassiterite (Rutile) | 1300C | |
| Yellow - Orange Ti - Sb - (Ni, Cr, W) |
Rutile | Color changes from yellow with Ni to orange with Cr and brownish with W | 1300C |
| Zr - V | Colloidal deposit of vanadium oxide on baddelyte crystals (ZrO2) | Addition of indium gives a more intense color | 1300C |
| Green - Blue | |||
|---|---|---|---|
| Pigment | Structure | Remarks | Stability |
| Turquoise Si-Zr-V |
Zircon | 1300C | |
| Green/Blue | Spinel | 1300C | |
| Green Ca-Cr-Si |
Garnet (Victory green) |
It decomposes over 1200C giving the green color of Cr2O3 | 1200C |
| Blue Co-Si |
Olivine | 1350C | |
| Blue/Turquoise Co - Al |
Spinel | 1350C | |
| Grey - Brown - Black | |||
|---|---|---|---|
| Pigment | Structure | Remarks | Stability |
| Grey Sn-Sb |
Colloidal deposit of antimony oxide on cassiterite (Rutile) | Adding V2O5 we obtain different shades of grey | 1200C |
| Grey Zr-Co-Ni |
Co and Ni in zircon structure | 1350C | |
| Brown Zn-Fe-Cr |
Spinel | Sometimes Al2O3 is added to create lighter colors | 1400C |
| Black Cr - Co - Mn Cr - Co - Fe |
Spinel | 1400C | |
The basic requirements for a ceramic pigment are:
- Low solubility of the crystals in molten glazes
- High refraction index of the crystals.
Solubility and Particle Size Distribution of Pigments
A few pigment crystal structures are very stable, like spinel, because they have high melting point and low solubility in molten silica glass. Others are more soluble because of mobility of their elements. When compounds have a partial solubility and crystallize again during cooling we can loose the coloring ability (if the colored elements remain dissolved in the glaze). Solubility also depends on granulometric sizes (this variable plays a very important role). Stains with large particle sizes have a reduced coloring power because the number of coloring particles is less. Smaller granulometric sizes tend to decrease the color intensity and/or produce different shades (because particles of smaller size tend to easily dissolve into the glaze). Furthermore there is an increase in the scattering of white light by small particles, this results in a decrease of saturation (dilution of light). Thus, generally speaking, every type of stain has its own optimal particle size.
Refraction Index
The refraction index of crystalline compounds is also important because coloring power depends on it. The "refraction index" of a material is a number indicating how it interacts with a light beam crossing it. If interactions between pigment crystals is greater, compared to glaze ones, the particles become a stronger center of light diffusion in all directions, thus these appear more strongly colored. There is an equation relating refraction index and particle size. According to the Van de Hulst expression:
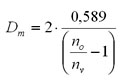
We can calculate the optimal average particle size Dn in order to achieve a maximum coating power by substituting in the expression the refraction index of opacifier n0 and medium nv.
For instance, for zirconium silicate the value is 1.1 - 1.2 microns.
White Pigments or Opacifiers
Opacification is a phenomenon we encounter when a translucent or partially opaque phase is dispersed in a transparent medium. White pigments are small sized transparent crystals, with high refraction indexes, immersed in a vitreous phase. The incident polychromatic beam of light undergoes a series of reflections and refractions, it is scattered in all directions and the surface thus appears white. In the illustration we can see the behavior of big and small particles with incident light.
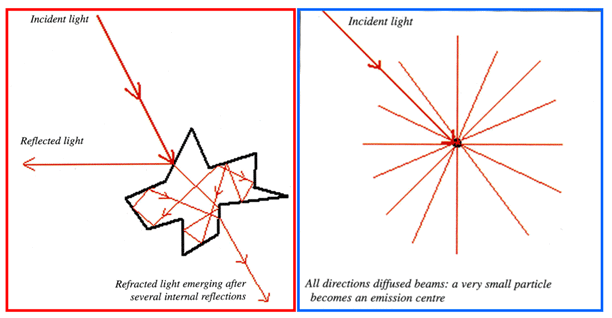
Opacity of glazes depends on two factors: the particle size of the dispersed whitening pigment and the difference between the refractive index of the glaze and the pigment. In cases where particles are small enough and their refraction index is greater or smaller than the glaze, these act like emission centers and diffuse light beams in all directions.
In the following table we can see that there are various crystalline substances that can be used as opacifiers. and the differences in their refractive indexes compared with the glaze. Note the average value = 1.6.
| Opacifier | Refractive Index | Difference |
|---|---|---|
| TiO2 Anatase | 2.52 | 0.92 |
| ZrO2 Baddeleyite | 2.40 | 0.80 |
| CeO2 Ceria | 2.33 | 0.73 |
| SnO2 Cassiterite | 2.04 | 0.44 |
| ZrSiO4 Zircon | 1.94 | 0.34 |
The usage of ZrO2, SnO2 and CeO2 is limited because they are expensive. Since anatase transforms to rutile (which can become yellowish or modify the color of other pigments) it must be employed in frits having a high content of calcium oxide so it forms sphene, CaO-TiO2-SiO2
Thus we can say regarding:
SnO2: It is perhaps the best opacifier. 4% of tin oxide is enough to ensure a good opacity. This arises from a suitable particle size of this oxide (when obtained by oxidation of stannous oxide, SnO) and its excellent stability in the glassy matrix (very slight solubility).
ZrO2: It displays similar properties to tin oxide and about 6% is often enough to obtain a good opacity.
TiO2: It could a very good opacifier but, unfortunately, it is a strong catalyst for crystallization and glazes appear matt or yellowish because it transforms to rutile.
CeO2: We need about 10% to obtain good opacity. However this oxide imparts a specific appearance to glazes so it is mainly used for special effects. It dissolves in the glassy matrix above 1000C but readily crystallizes again during cooling. Sometimes it imparts a yellowish tone (caused by impurities).
ZrSiO4: It is the best opacifier in terms of cost and quality (if we use micronized zircon having particle size less than 5 microns). The difference in refractive index, compared to zircon, is not as good however it has a low solubility in molten glazes and. In cases where it dissolves, it crystallizes again during cooling (opacification will be partially caused by the added original zircon and partially by the newly crystallized one having a strong coating power and favorable particle size).
Pigments for Bodies
Here we mainly must deal with the problem of porcelain grés coloration, since this product has become very important and unglazed tiles need pigments to develop aesthetic effects. Porcelain tiles are obtained by firing of bodies containing a suitable mixture of clays, feldspars or feldspathic materials, sand and calcium/magnesium minerals.
Body Composition for a Porcelain Grés
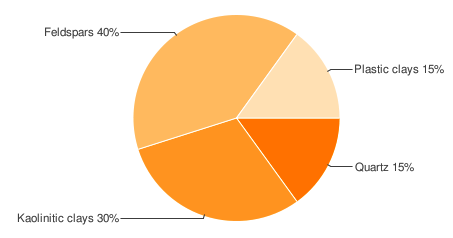
By virtue of chemical and mineralogical composition of the materials used and firing temperature (at about 1200C) the microstructure of the fired body is characterized by the presence of mullite crystals and residual quartz immersed in a vitreous dense matrix. In the presence of this vitreous matrix, porcelain tiles can be easily colored to obtain a wide variety of decorative effects. These are obtained by mixing different colored powders or via decoration at pressing, and all tend to create high aesthetic value products.
According to the chromatic intensity that is required, the percentage of pigments can vary to 1.5% maximum for soft colors and up to 5% for strong colorations. Considering the percentage levels of pigments required (up to 1.5 kg/m2 of product) we can understand the degree to which the cost of pigments is significant for the cost of the final product (particularly in the case of totally colored porcelain bodies).
New technologies in double loading, different types of multiple feeding and machines capable of decoration at pressing have achieved both cost savings and the development of new surfaces with aesthetic impact. High-dispersion pigments for coloring during spray-drying have also contributed to savings (because lower percentages of pigments can be used). In this case pigments are finely dry milled and treated by additives improving dispersion of stains in order to avoid formation of lumps and grains.
Pigments for bodies are similar to pigments for glazes with some exceptions. The main difference is regarding production methods, these are streamlined to reduce costs (economizing is an obvious need because such large volumes are used).
While in glaze pigments the mixing of raw materials is generally by wet method to achieve maximum particle intermingling, blending body pigments by dry mixing has proven sufficient. We run calcinations at the lowest possible temperature sufficient to guarantee the development of a colored compound. in cases where they are required, small amounts of mineralizers are employed to obtain a crumbly product. Body stains are generally finer than glaze pigments because the risk of a partial solubility. In addition, a dry grinding process is used (without any washing).
| Pigments for Porcelain Gres Bodies | |||
|---|---|---|---|
| Natural | Grey - Chromite | ||
| Pink - Gres di Thiviers | |||
| Complex Inorganic | Color | Structure | Composition |
| Black | Spinel | Fe(Fe,Cr)2O4 | |
| Pink | Corundum | (Al,Mn)2O3 | |
| Blue | Spinel | CoAl2O4 | |
| Yellow | Zircon | (Zr,Pr)SiO4 | |
| Beige | Rutile | (Ti,Cr,Sb)O2 | |
| Brown | Rutile | (Cr,W,Ti)O2 | |
| Green | Corundum | (Cr,Al)2O3 | |
Natural Pigments
Chromite: It is a natural mineral corresponding to the formula Cr2FeO4 that also contains aluminum and magnesium. It produces a grey color.
Grés di Thiviers: A natural red-colored raw material mined in south-west France. It is composed of quartz and iron oxide (about 10%) and it produces a pink color in bodies. Recently the industry has been able to produce it synthetically.
Complex Inorganic Pigments
Black: The black pigment used for bodies cannot be used for glazes because it is destroyed by the glassy matrix (producing a brown color). It is an iron-chrome spinel, with formula Fe(Fe,Cr)2O4 , it is inexpensive because it does not contain Co or Ni.
Pink: Pink pigments are also specific for bodies and have the formula (Al,Mn)2O3 with the structure of corundum. According to different ratios of Al/Mn different tones can be obtained. It is very stable in bodies but has poor stability in glazes.
Blue: The pigment used for bodies is the spinel with the formula CoAl2O4. An alternative is (Co,Zn)Al2O4, it is more greenish (while the cobalt silicate is more unstable).
Yellow: We use the same pigment already used for glazes having the formula (Zr,Pr)SiO4 and zircon structure.
Beige: We use the pigment having rutile structure and formula (Ti,Cr,Sb)O2.
Brown: Brown and reddish-brown tones are obtained using pigments with the rutile structure and formula (Cr,W,Ti)O2. We can also use spinel with formula (Zn,Fe)(Fe,Cr)2O4.
Green: We use the pigment (Cr,Al)2O3, it is relatively inexpensive and more stable than chromium oxide alone.
Production
Inorganic pigments are produced using solid state reactions at temperatures in the range 800 - 1400 C. The whole production cycle is as follows.
- Selection and quality control of raw materials
- Dosing of components and adding of mineralizers
- Mixing by a wet or dry process
- Sintering
- Wet milling and washing or drying milling
- Quality control
Reactions occurring during calcinations of raw material batches are regulated by the chemical diffusion of compounds and this process is influenced by following factors:
Factors Influencing Solid State Reactions
| Factor | Action |
|---|---|
| Fineness of raw materials | Increasing surface contact and helping homogeneous phases formation |
| Mixing | Improving surface contact of different materials |
| Calcination temperature and time | Extension of diffusion |
Pigment synthesis is a unique sector in ceramic industry where stoichiometry is important. Of course ratios among different oxides forming pigments respect stoichiometry because we are in presence of true reactions (only mineralizers do not respect this).
Raw Materials
The purity of selected materials is an important aspect because the presence of impurities can lead to the formation of phases different from the one of pigment.Particle size distribution is also important because it largely determines kinetics of reactions leading to pigment synthesis.
Mixing
The purpose of mixing is to improve the contact of different materials, to form a homogeneous mixture in order to assist to the best possible extent the diffusion of elements during calcinations. While wet mixing is admittedly better to break agglomerations of particles, it is expensive (especially considering energy consumption for drying). Thus, dry mixing by continuous mill or turbo-mixers is the preferred method.
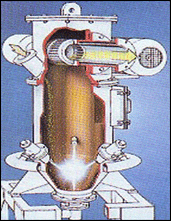
Calcination
Most widely used kilns are:
Kilns for Inorganic Pigment Production- Chamber kilns
- Tunnel kilns
- Rotating kilns
The first two are established types of equipment, still used today, while rotating kilns are relatively new. The primary disadvantage of chamber and tunnel kilns is that the raw materials mixture must be put into refractory saggers. This involves a larger consumption of energy since the saggers must be heated as well as the raw material mixture. Furthermore, there are additional production costs when the saggers must be replaced. However saggers are irreplaceable when we have to produce pigments in the presence of melting mineralizers, that is in presence of a liquid phase.
Chamber kilns are the most widely used because of their flexibility with regard to temperature and soaking time, control of atmosphere and the possibility of producing different quantities. For rotating kilns production costs are lower because the mixture is directly in contact with the heat (there are no saggers), this improves heat transfer to the mixture and effects quick synthesis of pigment (less than 1 hour while chamber and tunnel kilns require several hours). Quality and consistency from rotating kilns is good and, to emphasize, we have remarkably lower production costs.
Milling
The grinding process can also be carried out in either a wet or dry state. Grinding plays a very important role for pigments because optical behavior is influenced not only by the size of particles and their distribution, but also by their chemical stability, which is dependent on the amount of surface exposed to chemical attack. For stability, inorganic pigments for ceramic use must not have particles less than 2 microns (because smaller particles can dissolve in molten glazes). At the same time the laws of optics require fine particles in order to have a good diffused reflection and to maximize coating power. Depending on the color and chemical stability, each pigment displays the best coloring power within a well defined particle size distribution. Thus grinding plays a key role in production, optimal product has the desired particle size with a narrow granulometric distribution of sizes surrounding it.
Wet method is carried out in normal Alsing mills however particle size distribution typically spans a broad range, whereas by using the dry air-jet method it is possible to obtain pigments of all desired sizes with a very narrow granulometric distribution (thanks to the particle classifier).
After grinding using the wet method some pigments must be water washed, or in an acid solution (for inclusion pigments where there is a need to eliminate salts or elements not tied in the structure and derived from mineralizers used to facilitate pigment synthesis e.g. fluorides, chlorides, sulfates, etc). The presence of these salts could alter rheological behavior of glazes or could cause defects like bubble, pinholes and efflorescence.
Quality Control
For glaze pigments color and stability is controlled adding pigments to different glazes, firimg and then measuring the color using a colorimeter (using the L,a,b (Hunter) or L*,a*,b* (CIE) colorimetric systems). The colorimetric parameters are compared against standards pigments and differences expressed by ?E (which represent errors of intensity and tone, that is, distances in the color space).
Cielab Color Space Representation
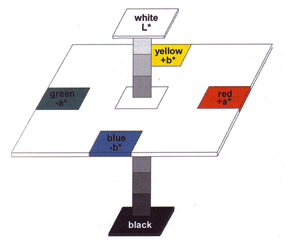
Recent decorating methods for tiles has meant that the market requires pigments with controlled sizes which are dispersible without agglomeration. For this reason we pay great attention to particle size and granulometric analysis.
For body pigments color is controlled by adding the pigment to a standard ceramic body and assessing color and stability by visual observation or by colorimeter comparing with a standard.
Related Information
Links
| Materials |
Stain
|
| Articles |
An Overview of Ceramic Stains
Understanding the advantages of disadvantages of stains vs. oxide colors is the key to choosing the best approach |
| Articles |
Glaze Types, Formulation and Application in the Tile Industry
An technical overview of various glaze type used in the tile industry along with consideration of the materials, processes and firing. |
| Articles |
Inkjet Decoration of Ceramic Tiles
Theory and description of various ceramic ink and inkjet printing technologies for ceramic tile, the issues technicians and factories face, inket printer product overview. |
| Glossary |
Encapsulated Stain
This is a type of stain manufacture that enables the use of metal oxides (like cadmium) under temperature conditions in which they would normally fail. |
| Glossary |
Ceramic Stain
Ceramic stains are engineered crystalline pigment powders. They are used as an alternative to employing metal oxide and have many advantages. |
| Glossary |
Ceramic Tile
Tile manufacture is the largest sector of ceramic industry. Engineers overcome the very difficult technical challenges of drying and firing defect-free, flat and durable tile. Potters can do it too. |
| Projects | Stains |
| Hazards |
Are colored porcelains hazardous?
|
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
By Nilo Tozzi
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy