A Low Cost Tester of Glaze Melt Fluidity
A One-speed Lab or Studio Slurry Mixer
A Textbook Cone 6 Matte Glaze With Problems
Adjusting Glaze Expansion by Calculation to Solve Shivering
Alberta Slip, 20 Years of Substitution for Albany Slip
An Overview of Ceramic Stains
Are You in Control of Your Production Process?
Are Your Glazes Food Safe or are They Leachable?
Attack on Glass: Corrosion Attack Mechanisms
Ball Milling Glazes, Bodies, Engobes
Binders for Ceramic Bodies
Bringing Out the Big Guns in Craze Control: MgO (G1215U)
Can We Help You Fix a Specific Problem?
Ceramic Glazes Today
Ceramic Material Nomenclature
Ceramic Tile Clay Body Formulation
Changing Our View of Glazes
Chemistry vs. Matrix Blending to Create Glazes from Native Materials
Concentrate on One Good Glaze
Copper Red Glazes
Crazing and Bacteria: Is There a Hazard?
Crazing in Stoneware Glazes: Treating the Causes, Not the Symptoms
Creating a Non-Glaze Ceramic Slip or Engobe
Creating Your Own Budget Glaze
Crystal Glazes: Understanding the Process and Materials
Deflocculants: A Detailed Overview
Demonstrating Glaze Fit Issues to Students
Diagnosing a Casting Problem at a Sanitaryware Plant
Drying Ceramics Without Cracks
Duplicating Albany Slip
Duplicating AP Green Fireclay
Electric Hobby Kilns: What You Need to Know
Fighting the Glaze Dragon
Firing Clay Test Bars
Firing: What Happens to Ceramic Ware in a Firing Kiln
First You See It Then You Don't: Raku Glaze Stability
Fixing a glaze that does not stay in suspension
Formulating a body using clays native to your area
Formulating a Clear Glaze Compatible with Chrome-Tin Stains
Formulating a Porcelain
Formulating Ash and Native-Material Glazes
G1214M Cone 5-7 20x5 glossy transparent glaze
G1214W Cone 6 transparent glaze
G1214Z Cone 6 matte glaze
G1916M Cone 06-04 transparent glaze
Getting the Glaze Color You Want: Working With Stains
Glaze and Body Pigments and Stains in the Ceramic Tile Industry
Glaze Chemistry Basics - Formula, Analysis, Mole%, Unity
Glaze chemistry using a frit of approximate analysis
Glaze Recipes: Formulate and Make Your Own Instead
Glaze Types, Formulation and Application in the Tile Industry
Having Your Glaze Tested for Toxic Metal Release
High Gloss Glazes
Hire Us for a 3D Printing Project
How a Material Chemical Analysis is Done
How desktop INSIGHT Deals With Unity, LOI and Formula Weight
How to Find and Test Your Own Native Clays
I have always done it this way!
Is Your Fired Ware Safe?
Leaching Cone 6 Glaze Case Study
Limit Formulas and Target Formulas
Low Budget Testing of Ceramic Glazes
Make Your Own Ball Mill Stand
Making Glaze Testing Cones
Monoporosa or Single Fired Wall Tiles
Organic Matter in Clays: Detailed Overview
Outdoor Weather Resistant Ceramics
Painting Glazes Rather Than Dipping or Spraying
Particle Size Distribution of Ceramic Powders
Porcelain Tile, Vitrified Tile
Rationalizing Conflicting Opinions About Plasticity
Ravenscrag Slip is Born
Recylcing Scrap Clay
Reducing the Firing Temperature of a Glaze From Cone 10 to 6
Setting up a Clay Testing Program in Your Company or Studio
Simple Physical Testing of Clays
Single Fire Glazing
Soluble Salts in Minerals: Detailed Overview
Some Keys to Dealing With Firing Cracks
Stoneware Casting Body Recipes
Substituting Cornwall Stone
Super-Refined Terra Sigillata
The Chemistry, Physics and Manufacturing of Glaze Frits
The Effect of Glaze Fit on Fired Ware Strength
The Four Levels on Which to View Ceramic Glazes
The Majolica Earthenware Process
The Potter's Prayer
The Right Chemistry for a Cone 6 Magnesia Matte
The Trials of Being the Only Technical Person in the Club
The Whining Stops Here: A Realistic Look at Clay Bodies
Those Unlabelled Bags and Buckets
Tiles and Mosaics for Potters
Toxicity of Firebricks Used in Ovens
Trafficking in Glaze Recipes
Understanding Ceramic Materials
Understanding Ceramic Oxides
Understanding Glaze Slurry Properties
Understanding the Deflocculation Process in Slip Casting
Understanding the Terra Cotta Slip Casting Recipes In North America
Understanding Thermal Expansion in Ceramic Glazes
Unwanted Crystallization in a Cone 6 Glaze
Using Dextrin, Glycerine and CMC Gum together
Volcanic Ash
What Determines a Glaze's Firing Temperature?
What is a Mole, Checking Out the Mole
What is the Glaze Dragon?
Where do I start in understanding glazes?
Why Textbook Glazes Are So Difficult
Working with children
Inkjet Decoration of Ceramic Tiles
Description
Theory and description of various ceramic ink and inkjet printing technologies for ceramic tile, the issues technicians and factories face, inket printer product overview. By Nilo Tozzi
Article
This is an outline of the state of the art in inkjet decoration of tiles technology (from the convention held in Modena, Italy, May, 27th 2009 and latest news).
From year 2000, when the first machines for inkjet decoration of tiles were shown at Cevisama in Spain, there has been a steady evolution of mechanical and electronics, inks, pigments and chemicals. Of course, strong competition among different companies has been a catalyst for this. Editors note: It is 2018 and the machines have advanced dramatically, running with a dozen ink colors and the tiles are flying through at up to 100m/min. One manufacturer has installed 3000 machines on five continents. These companies are very, very R&D focussed.
Currently several companies are competing to develop new machines able to decorate tiles 24 hours-a-day at 30-50 m/min (1000-1500 m2/hour output depending on the resolution). Inkjet decoration machines perfectly fit into glazing lines and improve efficiency. They can have up to 1000 nozzles and work with 6 different inks up to 1000 dpi resolution (for most of tiles 200-300 dpi is sufficient). However, the most important feature is the amazing versatility of these devices. Different machines for digital decoration are available with a variety of characteristics but for all we can enumerate these advantages:
- Absolute stability of images.
- Drastic reduction in pigment use with a consequent reduction of stocks of pastes
- Elimination of screens, screen rollers, silicon rollers, devices to engrave, etc. and easier testing at lower costs.
- Excellent potential to reproduce natural stones, pictures and drawings in general.
- Shorter times to change drawings and colors.
- Better consistency of decors because storage and control of all printing parameters are easier.
- It is possible decorate relief surfaces and up to the edges.
- When required we can obtain high definition decoration.
- Inkjet decoration shortens the path from idea to product.
There are more advantages but we must also admit that digital printing cannot always substitute for traditional methods of printing, especially when we need higher thicknesses of paste or when we need strongly colored surface areas. Work is in progress so we can expect improvements and further cost reductions because inkjet technology is still in evolution (after overcoming initial problems). Inkjet technology is currently expanding its reach to different kinds of tile and, of course, the technology aspect itself is arousing the interest of more developers.
Technology of Inkjet Decoration
In digital printing there is no contact with the tile surface. The most popular technology adopted by most producers of machines is called Drop-On-Demand (DOD). It is based on a piezoelectric device that deforms under voltage enabling droplet expulsion. The most popular color system is the well known CMYK standard. This is an acronym for the colors Cyan, Magenta, Yellow and Black (for black K is used instead of B to avoid confusion with Blue). In the CMYK system the black separation contains the details, thus it is called the "Key plate". Cyan, magenta and yellow overlap in different percentages to produce the colors in the following figure. They overlap at 100% of each to produce a very dark brown, for this reason the additional black ink is employed.
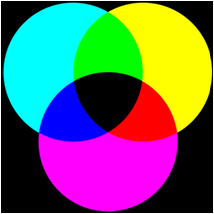
Depending on whether there are 3, 4 or 6 inks in the machine a specific colorimetric procedure is employed to separate colors in the original image to obtain a plate for each. In the figure we can see an example.

The final image is reproduced by overlaying these ink colours.
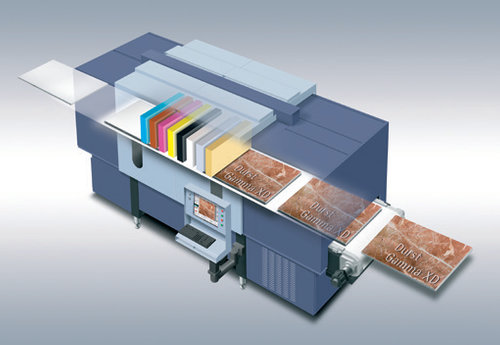
To enable high output (more than 1000 m2/hr) the print head assembly containing the nozzles spans the entire width of the tiles. When the color assemblies are arranged in succession we have following configuration (by Durst).

Drop on Demand
The mechanism of this method is as follows: The ink, made from a suspension of extra fine pigments, at the right temperature and with the right viscosity, passes from a main reservoir to another that is smaller which has a "firing nozzle". The ink is shot from a connected nozzle (having an internal diameterof about 0.04 mm) to the target (whose distance can vary from a few millimeters to 1 cm). The piezoelectric element can be in contact with the ink or outside the channel where ink flows (depending on whether it is composed of a liquid having polarity (like water) or not). Since the piezoelectric element is deformed to an extent that varies according to a voltage input a computer controlling the waveform to the print head can control the size, speed and frequency of the drops. Available machines from different suppliers use different frequencies depending on the resolution needed.
Spray on Demand
This technology uses a spray instead of drops. The main reservoir is connected to a vibrating capillary tube that shoots the spray of ink. By controlling the frequency of the of the vibrations and the time we obtain a printing cone wherein the intensity of the color can be controlled. This technology is thus also called "Flatjet". In the variable spray the drops leave the capillary tube with a frequency of 1000 per second. Nozzles have an internal diameter of about 0.5 mm so there is a greater flow of ink (about 40 mm3/sec/nozzle), this is about 25 times more than the drop-on-demand system. In addition, this machine can utilize inks having particles up to 10 microns, that is 10 times the maximum size allowed by other machines. An associated dvantage here is that pigments show a better stability on firing because they can be less finely milled.
Drops of Variable Size
One company has developed a technology that produces drops of different sizes from the same nozzle. This produces different chromatic intensities depending on the size of the drops (for instance grays with different intensities). While almost all producers of digital decorating machines are using the same-drop-size technology, this technology shows key advantages. Drops having different sizes are obtained by changing the frequency and length of pulses stressing the piezoelectric element. For example a standard nozzle could aim one drop having 6 pl volume or concentrate a sequence of 7 drops having 42 pl volume whereas this technology can do the same in two drops. Higher color definition is possible while at the same time the system still supports lower color intensity with less definition. By overlapping drops with different colors different chromatic effects can be obtained (creating an impressive range of tones and colors). Moreover, since changes in drop volume correspond to a dilution of ink only a few inks are needed (making the machine very flexible).
Ink Maintenance
Inks must have consistent properties. Variation in any parameter can affect color, intensity and definition (and therefore quality). A key aspect to maintaining the density, viscosity and surface tension parameters of inks is keeping them at a constant temperature. This is necessary in all cases, including particle suspensions and organometallic compounds both for organic solvents and water. In some machines the entire ink reservoirs are kept at a constant temperature whereas in others just the small nozzle chambers or only the nozzles themselves. Inks are continuously stirred and flow in a cycle from the main reservoir to the small chambers (and nozzles in some cases) and back to the main reservoir again. There is always a washing procedure and steps are scheduled, all without any break in the printing process.
Production
Three-firing producers have used inkjet equipment since its inception and we can foresee even greater adoption of this technology in the future. Producers can create tiles and panels of any size having photographic quality using 3, 4 or 6 basic colors made from normal and very fine ceramic pigments stable for these temperatures. Only by inkjet is it possible to lay down decoration on top of frit grains because it is done without contact. Wonderful effects can be obtained with semi-transparent colors and diffusion. For third-firing, inkjet represents a huge opportunity for savings for on-demand production (reducing warehouse stock and the number of pigments needed).
For single fired wall tiles we have developed new effects that define new quality in the high rank market. For vitrified tiles soluble inks have already been used for many years. Soluble inks, made from soluble salts, can penetrate into the green body or into the green glaze so polishing can be done without loss of color or definition. While better definition is normal for ceramic pigments the layer is very thin and so cannot withstand polishing or heavy traffic without a protective over glaze. Thus we can combine the inkjet process using inks made from soluble salts and those made using traditional ceramic pigments with standard roller roller printing machines to obtain valuable aesthetic effects.
Glazes and Colors
The first inks used for inkjet decoration were organometallic compounds because all the applications required an optimized system with low viscosity, moderate surface tension, a high color covering capacity and non-toxic solvents.
Inkjet decorating machines work with 3, 4 or 6 basic colors and by using these all other colors must be created. However this goal has not been fully realized. While in recent years we have studied and developed more environmentally friendly glazes and bodies that deliver color stability, some specific colors have been elusive. In ceramics we have to face the lack of a true magenta or a true black, often we must resort to mixtures of other colors. However, new organometallic colors hold promise, there are a wide range of pigments with particles sizes of less than 1 micron. Moreover we also need further research because interactions bwtween pigments having different crystal structures can produce different colors depending on firing conditions and fineness of particles.
We know that pigments can lose their staining power when particles are too fine because the increased surface area exposes the crystal structure to the chemical attack of glazes and bodies. Up until now results are encouraging and a wide range of pigments are available that perform without settling, clogging of nozzles and with good coloring properties (solvents must not dry and clog the nozzles during breaks but, at the same time, they must evaporate within just a few seconds after application). These problems have been solved by adopting soluble heavy metal complexes with traditional liquid ink technology (the required colors are developed during tile firing, i.e. when the corresponding oxides are formed). This has proven to be a way of producing very stable inks without solid particles.
Solvents are important for the formation of drops. For instance some companies are proposing mixtures of water and derivates of paraffin or glycol (whereas soluble organometallic compounds contain cobalt, chromium, ruthenium, gold, etc). This approach offers the following advantages:
- no risk of clogging nozzles
- stability during storage
- easy cleaning of printing machines
- uniform dispersion of droplets on the tiles as they penetrate into the ceramic body
- the possibility of superimposing colors with a high degree of transparency (so the colors on top do not hide the colors underneath), this produces attractive heterogeneous shade effects
One problem is that the migration of colored elements reduces color intensity and definition. To overcome this problem inks of mixed ceramic pigments with solvents are available. In this case we have a dispersion of granules with a density 3-4 times higher than that of the solvent. Producers are looking for the maximum stability, without settling (not only during storage but also in all parts of the machine where mechanical stirring is not performed). Pigment particles are typically less than 1 micron in size and suspensions are made using organic polar solvents (ethers and glycol esters) with additives to improve their wetting properties. This approach offers the following advantages:
- high image definition because the pigment doesn't penetrate into the tile surface
- color production that is generally independent of the glaze used
- greater color intensity with the potential of creating a wider range of shades
The problem of accurate rendition of the original tones is a constant issue for those who have the task of reproducing an image in the most exact and repeatable way. For ceramic tiles, the challenge is even more complex because the decoration is fired in a kiln between 900-1200°C, and thus involves chemical phenomenon or solid state interactions not easy to foresee or manage.
However work is in progress and every day we have improved colors that overcome problems with intensity, shade and reactions with glazes and bodies. In addition there are companies dealing with reactions between nanoparticles and metallic ions in order to obtain very small colored particles without milling.
Likely the most important aspect of using digital inkjet decoration is not in the mechanics of it on the glazing line itself. Rather it is the rationalization that must occur to set up the printing process so that it faithfully reproduces the original digital picture despite all of the complex machine setup, ink, pigment, glaze and firing issues described above. Thus it is no surprise that in a manufacturing facility a comprehensive mix of specific expertises are needed: software, hardware, graphics, ceramic production and ceramic engineering specialties.
Equipment
Following are some of the latest equipment innovations as shown during the convention in Modena, Italy (also other sources).
http://kerajet.com/
KERAjet claim to be industry leaders with the first patented technology. It is employed by many of the leading tile manufacturing companies in the world. In this a 100% digital system for ceramic decoration to create, modify, transmit and apply a design directly to the tile. It is a four-color-process (Cyan, Magenta, Yellow, BlacK) with correction of tonal variations at the production line (using a real-time vision system). They claim their system gives maximum control of ink drop formation and positioning. They feature full design and technical support and have custom software for graphic, electronic and mechanical control.

Gamma printer by Durst
Durst also utilizes the classic CMYK inkjet technology without contact. Gamma printers enable decoration up to 1200 m2/h with maximum resolution of 924dpi (with appropriate software). Inks for Gamma inkjet printers can work with the same glazes used in traditional decoration equipment and are not sensitive to environmental conditions.
Digital Printer DWD 065 by SACMI
The decoration technology selected by Sacmi is the "Flatjet". It can be considered a method of "spray on demand" because a cone of droplets are sprayed on the surface of the tiles. In this case the open side of the capillary tube is free and it can vibrate when excited by a piezoelectric disc while the opposite side is connected to a reservoir. The color intensity of the printed area can be controlled by changing the vibration time of the piezoelectric disc. Thus it is possible to print, if needed, using larger amounts of color than the drop on demand method. Moreover Sacmi digital printer nozzles have diameters of 500 microns while other printers using drop-on-demand technology have 40 micron diameters. Thus we can use normally milled pigments in water and decorate with larger amounts of color per time unit because the flow of pigment is about 25 times greater than typical inkjet printers. The printer has independent printing units, one for each color, and the number of units can vary from 3 to 6, depending on the need. There is a panel unit for control and calibration. In each printing unit the distance between nozzles in a row is 2.54 mm, thus 5 rows of staggered nozzles are needed in order to have 50 nozzles per inch (50dpi).

Cretaprint
In the CretaPrinter inkjet decoration system the ink is in constant movement, even in the interior of the shooting chamber (within the walls of the piezoelectric material). Using this technology it is possible work with inks of up to 100 cps of viscosity at 40ºC (compared to the 20 cps of current systems). This fact makes CretaPrinter the first existing solution to enable the use of inks having a higher content of oxide coloring particles and consequently with higher color intensity inks. CretaPrinter can work with drops of different volume (grey scale mode), while in the rest of systems the generated drop is always the same size (binary mode). As a result, pixelized (separated dots) images are avoided, and uniform color gradation is obtained. From between 3 to 8 impression bars can be selected for each machine with an impression width in multiples of 70mm to a maximum of 1,120 mm.

CreaDigit by System Ceramics
Formerly Rotodigit. This text to be updated shortly. This is a piezoelectric drop-on-demand printer that can be assembled and can work in synchronization with Rotocolor units (see picture). Silicon rollers can transfer 800 picoliters per nozzle while inkjets can transfer about 65 picoliters per nozzle, thus both can be used depending on the amount of color and definition needed. This approach minimizes costs because of course inkjet heads are expensive. In addition, by employing both methods better decoration quality can be acheived by compensating the limits of one technology with the advantages of the other. Specifically, inkjets can decorate close to edges and surfaces with heavy structures where rollers experience problems. On the other hand inkjets cannot transfer large amounts of color while rollers can. This system can also interplay with Rotoplotter for the development of graphic research. This software is dedicated to this purpose, it can consider the color of body and available pigments and can print a graphic equivalent to Rotodigit for color tone and color rendering. With this evaluation ability adjustments can be made before industrial tests.

Keralab by Officine SMAC
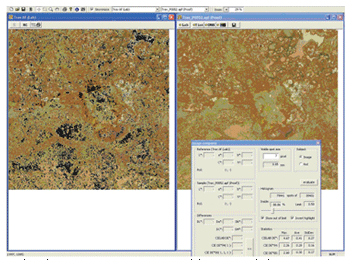
KeraLab is a laboratory service dedicated to color management for digital printing. As noted, the problem of accurate and repeatable reproduction of colors on decorated tiles is a constant challenge for people operating both inside factories as well as in support services. The KeraLab system provides a video preview or a printout of a proposed image, on which it is possible to make numerical measurements to evaluate the likelihood of a production match with the original. Decisions can then be made, on the basis of prefixed thresholds, whether to proceed with reproduction in the factory with the inkjet printing device. The process thus starts with the availability of the materials and ends with the electronic color separation files to reproduce the image on the target printer. The complete process enables better understanding of what is or is not possible to obtain and users have various objective data and numerical indications about the quality of the achievable results as well as the corrective actions to make.
Related Information
Links
| Articles |
Porcelain Tile, Vitrified Tile
A technical overview of the bodies, firing, processes and types of porcelain tiles against the backdrop of the historical development of the process since the 1970s. |
| Articles |
Glaze and Body Pigments and Stains in the Ceramic Tile Industry
A complete discussion of how ceramic pigments and stains are manufactured and used in the tile industry. It includes theory, types, colors, opacification, processing, particles size, testing information. |
| Articles |
Glaze Types, Formulation and Application in the Tile Industry
An technical overview of various glaze type used in the tile industry along with consideration of the materials, processes and firing. |
| URLs |
http://en.wikipedia.org/wiki/CMYK_color_model
Four Color Model at Wikipedia |
| URLs |
http://www.qualicer.org/recopilatorio/ponencias/pdfs/2010234.pdf
Inkjet Printing for Ceramic Tiles |
| Glossary |
Ink Jet Printing
Ink jet printed decoration is now pervasive in all parts of the ceramic industry. And in hobby also. |
| Glossary |
Ceramic Ink
You can make your own ink (or buy it) and apply it to ware using various methods (e.g. rubber stamping, silk screen, inkjet decals). |
| Glossary |
Ceramic Tile
Tile manufacture is the largest sector of ceramic industry. Engineers overcome the very difficult technical challenges of drying and firing defect-free, flat and durable tile. Potters can do it too. |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
By Nilo Tozzi
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy