Dunting and Cracking of Clay Bodies During Firing
Ceramic industry can fire much faster and deal with much heavier objects than potters can, how do they do it. The answer is they pay more attention to the basics, it is all common sense and good equipment.
Details
At the Medalta Potteries (in Medicine Hat, Alberta, Canada) during the 1920s they made stoneware crocks up to 60 gallons. These monsters weighed more than 200 pounds and had walls between one and two inches thick. These crocks were made from the same clays that are employed in Plainsman H550 functional stoneware today and the glaze was typical of the feldspar recipes we still use. Even if you could fabricate one of these and figure out how on earth they dip-glazed a 250 pound unbisqued vessel, it would certainly crack into many pieces as it split during firing heat up and dunted during cooling. What was the firing secret? Simple. Energy was cheap, huge beehive kilns the size of a house could be fired for less than a dollar a month! Kilns were hard brick and massive and the firing cycle was one week. That's right, seven days. To me the moral of this story is that firing needs to be tuned to the ware.
Consider another case that the average potter would find equally mystifying. In industry today it is common for roller kilns to fire stoneware in a 2-3 hour cold-to-cold cycle. My experience tells me that this is impossible. How do they do it? Obviously, they can only do this with ware that is lighter. But still, it is amazing, there must be much more to it. Here are a few factors:
First, they use a body that employs low lignite, large particle, lower plasticity clays in the lowest possible proportion so water and gases can be vented out quickly.
Second, they fire smarter. There are firing consultants in industry that do nothing but design custom firing curves for manufacturers. In the firing of any body there are periods when temperature rise can be much faster and others when it must be slower. But how much faster and where? A thermo-gravimetric analysis (TGA) test weighs a clay sample during firing to determine when it expels the most gases. A differential thermal analysis (DTA) test reveals the periods of firing where the body is exothermic and where it is endothermic. With this and other information one can design a firing curve that provides for the shortest possible firing time.
Third, commercial kilns fire very evenly, some expose ware to less than a degree of gradient. Draft is one factor, many kilns have burners that double as blowers and create a kind of 'hurricane' within the kiln that exposes every part of ware to heat.
A fourth factor is not directly related to cracking but I will mention it. Modern glazes are formulated to be fast-fire. They are low in boron and remain unmelted until just before the end of the firing. This makes allowance for easy channeling of gases of body decomposition before the glaze melts.
How long should a firing be? If ware is cracking and you don't want to get into complicated analysis of your firing curve then it should just be longer, it is a relative thing. However it does not take brain surgeons to fire smarter also. Hold at boiling point as long as possible (over night candling is best) and go up (and especially down) through quartz inversion slower (1050F, 570C). In electric kilns there is no draft, this is a real problem in avoiding gradients; you have no choice but fire slower in the hopes of getting a more even firing.
Related Information
An example of dunting on a low, flat casserole shape
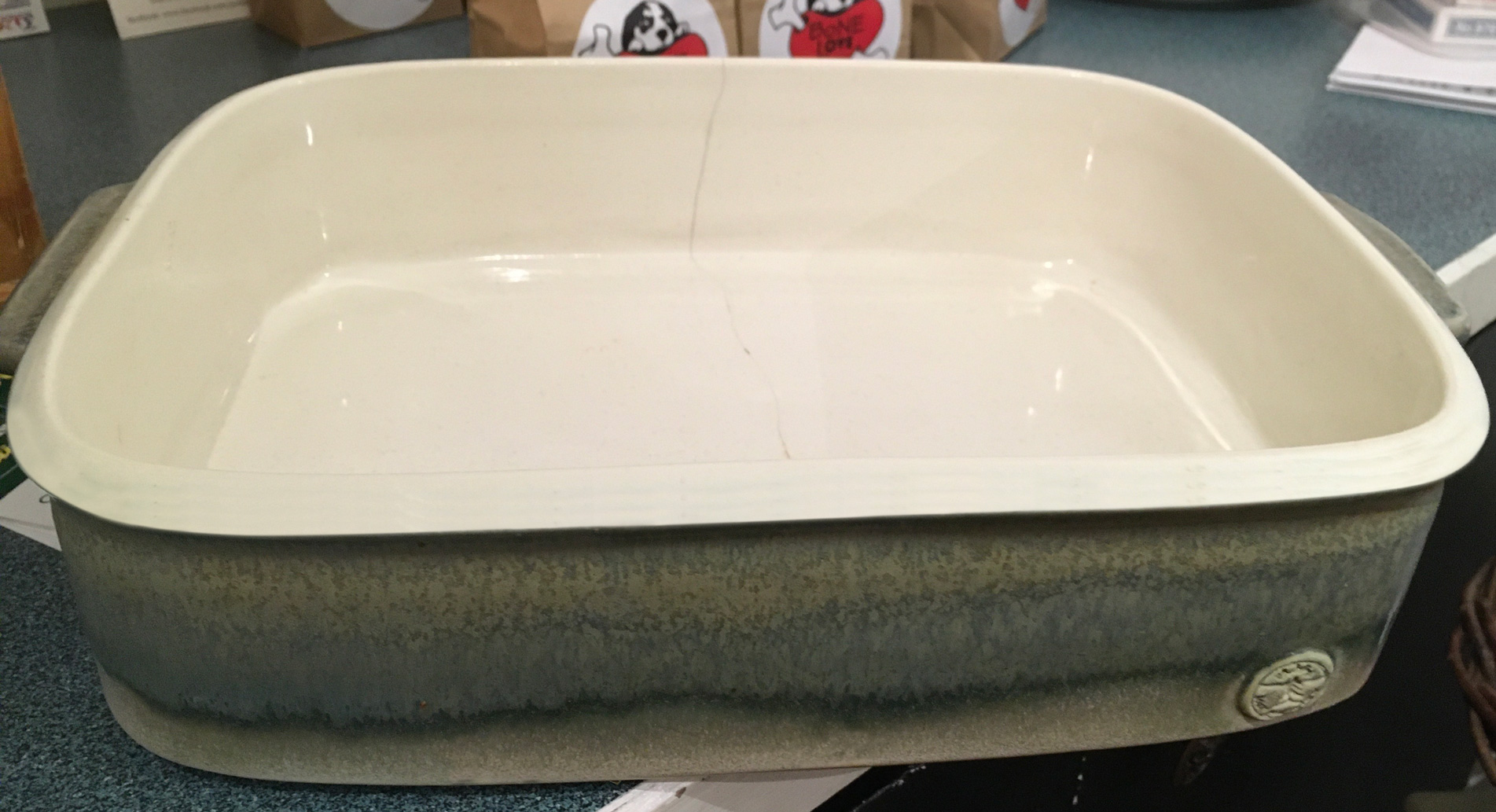
This picture has its own page with more detail, click here to see it.
The firing crack from the rim down has released the stresses produced by uneven thermal contraction during cool-down in the kiln. Any factor that contributes to a temperature gradient within a piece will contribute to the likelihood of dunting. Cooling too quickly through quartz inversion, for example, can cause this in almost any piece. Pieces that are thick and heavy, or have uneven cross section (with thick foot and thin walls, for example) will certainly suffer gradients, even in slow cooling. A wide, flat bottom (that is heat-sunk by the a heavy shelf) will also increase the temperature gradient between the outer walls and the inner foot. If that wide piece has vertical walls that get direct radiant heat, especially if one part is more exposed to the elements, it will start a gradient during the up-ramp in the firing. And, on the down-ramp, it will "come back to bite you" with a crack.
Tile having angular shape is cracking at vertexes

This picture has its own page with more detail, click here to see it.
Cracks are happening during heatup (we know this because these have widened, cooling cracks are hairlines). Assuming the cracks were not there after drying, the piece likely could have been fired successfully by employing a slower heat-up. How to solve: Smooth, compress and round those sharp concave angles. This denies cracks a place to start. Even if the concave corners could have been rounded and compressed to a tiny radius (e.g. 2mm), it would likely have helped. And rounding and compressing the sharp edges would help (there are a couple of cracks on the straight sides).
This crack likely starting during bisque

This picture has its own page with more detail, click here to see it.
It started at a sharp angled indent on the outside (that coincided with a thin wall section) and grew around the perimeter (not visible). From there it branched to the base.
This horizontal crack began as stresses created during uneven drying

This picture has its own page with more detail, click here to see it.
The rim was allowed to get ahead of the base. A thinner section (that happened during throwing) was exploited by the stresses and a crack appeared during heatup, likely during the bisque.
Cross section is an important factor in avoiding cracks

This picture has its own page with more detail, click here to see it.
The cross section of a bowl. For the best success in drying and firing, it is advantageous to have as even of a thickness as possible. But it is also important not to have sharp concave angles. It would have been possible to make the section outside the foot ring thinner by creating a more abrupt concave contour, but that contour, if too sharp, could offer a point of weakness where a crack could start.
Here is what happens when you fire a heavy, thick piece in an electric kiln

This picture has its own page with more detail, click here to see it.
The heat-up was not slow enough. This kiln has no air flow. This piece was very thick. What would it take to fire this? Possibly days of holding at 250F to drive off pore water. Then days of slow heat up.
Cracking casseroles. Why?

This picture has its own page with more detail, click here to see it.
The cracks happened on heat up (since they have opened up wide). A combination of issues contribute. The kiln shelves heat-sink the wide flat bottoms, vessel walls are thick, there is some unevenness of wall thickness and only a 30-minute hold at 220F to remove glaze water from the bisque (that could have left dampness in thicker sections). Factors like these combine to produce temperature gradients within the piece. The firing schedule rose rapidly from 250-2100F (400F/hr) amplifying these gradients as it climbed. At quartz inversion these gradients produced a wave of volumetric change moving through the bisqued piece and this likely initiated a crack where stresses met at a combination sharp-contour and thickness-change, the bottom corner.
Serious cracking in a crystalline-glazed P700 Grolleg porcelain. Why?

This picture has its own page with more detail, click here to see it.
The cracks appear to have happened on heat-up (because they have widened). Bisque firing was done around cone 04. Issue 1: The cone 10 electric firing was up-ramped at 400F/hr to 2330F (so it whizzed pass quartz inversion on the way!). Issue 2: Wall thickness variations in the pieces, they produce temperature gradients that widen as firing proceeds. Issue 3: Abrupt contour changes and sharp corners, especially when coincident with thickness variations, provide failure points that rapid temperature changes exploit. Issue 4: This new body is more plastic than the previous Grolleg porcelain used, that was likely an enabler to making these thin wall sections even thinner. But remember, practically any piece (unless it has huge in-stresses from uneven drying) can exit a kiln crack-free if firing is done evenly and slowly enough. Results of past firings are the main guide to know what to do in future ones, this is now a "past firing". So the first obvious fix here is slower heat-up, especially around quartz inversion (1000-1100F). Second: more even wall thickness.
Bricks and tiles are cracking out of the kiln. How to solve this problem?

This picture has its own page with more detail, click here to see it.
With data. Consider all the possible reasons. Die design not knitting clay together around floating elements; faulty deairing on the pugmill; clay too short to pug through the complex die, too soft or too stiff, lacks fine particle sizes, lacks dry strength; uneven or incomplete drying; too many sharp concaves or uneven thicknesses on the cross-section; kiln setting does not enable heat exposure to all surfaces; firing too uneven or too fast. Most of these properties can be measured, photographed and logged, and changes will thus be noticed. At a minimum, the SHAB test, LDW test and SIEV test and associated notes and photos will accumulate data to assist. These tiles are being made in the oldest city on earth, from the same clays as ancient Sumerian’s made their ziggurats!
22 inch slabs successfully fired after a change. What?

This picture has its own page with more detail, click here to see it.
Giant thin meter-square tiles are fired flat and crack-free by tile companies. How? Kilns that heat evenly from above and below (the tiles are on rollers). But these round tiles are being fired in an electric kiln, a device incapable of heating a large slab evenly. They are so large they reach almost to the outer walls. That means the outer edges receive direct radiant heat from the elements, this sets up a temperature gradient running from the edges toward the center. Passing such a piece up and down through quartz inversion thus creates a wave of sudden expansion and contraction moving through the piece. The artist was losing every one of these to dunting. It is not really advisable to even try this - but he was determined to do it anyway. One change in the process brought this one through: Slowing down to 50F/hr up and down through the quartz inversion (950-1150F).
Links
| Articles |
Some Keys to Dealing With Firing Cracks
Ceramic industry can fire much faster and deal with much heavier objects than potters can, how do they do it. The answer is they pay more attention to the basics, it is all common sense and good equipment. |
| Projects | Firing Schedules |
 PayPal | No tracking, No ads, No paywall, No transient content! Just organized, concise information constantly updated and improved. Was this helpful? Consider supporting me. |
| By Tony Hansen Follow me on        |  |
Got a Question?
Buy me a coffee and we can talk 

https://digitalfire.com, All Rights Reserved
Privacy Policy